
The requirements for structures, products and welding joints are diverse, including joint performance and organizational requirements. Furthermore, there should be no defects in appearance, shape, dimensional accuracy, weld formation, surface and interior.
To quickly identify and resolve problems, macro analysis is typically performed first, followed by microscopic analysis if necessary. The main focus of macro analysis is the analysis of defects in welded joints.
The low-magnification metallographic structure analysis method is used to determine the cause of internal defects in the welded joint through inspection together with high-magnification microstructure analysis. This helps identify ways to avoid and eliminate defects, thus improving the quality of the welded joint.
Through sampling, grinding, recording and low-magnification photography, macro defects in welded joints can be inspected clearly and intuitively. This, combined with corresponding welding standards, is used to assess whether the welding process, workers and structure meet the relevant usage requirements.
Based on the formation causes and shapes of defects, macro defects in welds can be mainly divided into the following categories:
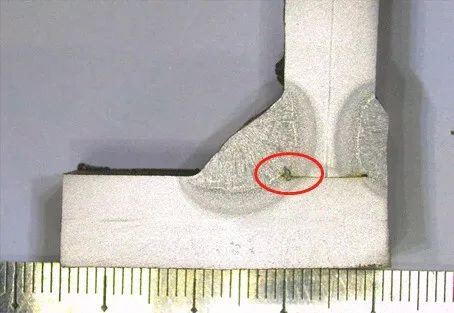
1. Stomach
During the crystallization process in welding, gases can become trapped in the welding puddle and form stomata before they can escape.
Stomas are a common type of defect that can occur in welded joints, both on the weld surface and inside.
These defects can be difficult to detect using conventional welding production methods, which can result in serious damage.
The internal pores that develop within the weld are called internal pores, while the surface pores are those that are visible on the exterior of the weld.

2. Slag inclusion
Slag inclusion refers to the presence of slag or other non-metallic materials in the weld, which is a common welding defect.
In welding techniques that use flux-filled wire, such as submerged arc welding, slag can form as a result of poor wire deposition. In fluxless CO 2 welding, slag may result from deoxidized products remaining within the multilayer welding metal.

3. Incomplete penetration and fusion
Incomplete penetration refers to the portion of the joint root that remains unfilled during the welding process.
Incomplete fusion is a common welding defect that occurs when there is a local gap between the molten weld metal and the base metal or between the molten weld metal and adjacent weld beads or layers.
The area between the base metal and the weld metal that is not fully fused during spot welding is called incomplete fusion.


4. Cracks
Welding cracks can be categorized into several types based on their appearance and causes, including hot cracks (such as crystallization cracks, high-temperature liquefaction cracks, and multilateralization cracks), cold cracks (such as delayed cracks, embrittlement due to hardening and low plasticity). cracks), reheating cracks and lamellar tears.
5. Undercut
Undercutting, also known as an undercut defect, occurs when the metal deposited during welding does not fully cover the molten portion of the base metal, resulting in a groove below the surface of the base metal at the tip of the weld.
This gap is caused by the welding arc melting the welding edge without being filled by the molten metal of the welding rod.
If the undercut is too deep, it can weaken the strength of the joint and potentially cause structural damage at the undercut location.

6. Other defects
In addition to the previously mentioned defects, other common welding defects include porosity, cold lapping, burn, weld bead, shrinkage cavity, pit, collapse, irregular weld leg size, excessive concavity or convexity, and uneven weld tip angle.







