I. Tig Welding
1. The Principle of Tig Welding
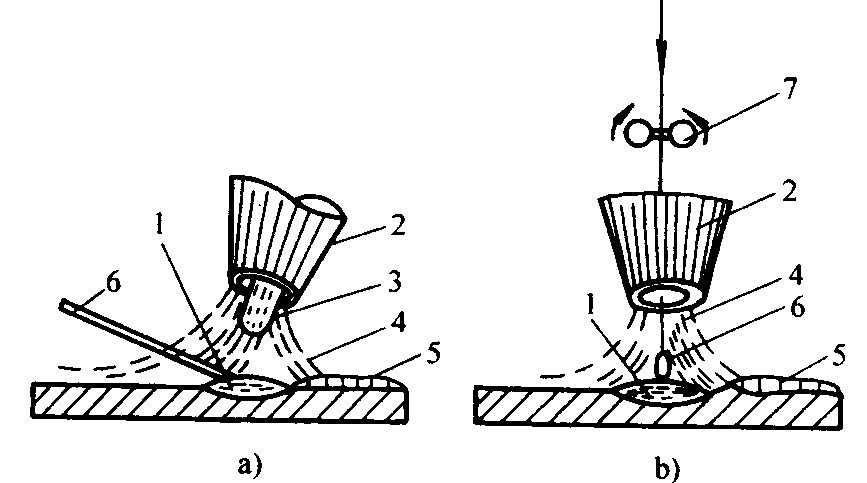
Tig welding is a gas shielded arc welding method that uses argon gas as a shielding medium.

a) Conical
b) Fruit
c) Spherical
(2) Argon Gas
An inert gas, Argon's density is greater than that of air, forming a layer of stable gas that covers the area around the weld pool, providing excellent protection for the welding zone. The purity of the Argon used in Tig Welding is highly demanded. According to current national standards, its purity must reach 99.99%.
Argon gas for welding is supplied in bottles painted gray and labeled with the green word “Argon”. The volume of an argon gas cylinder is generally 40L, with a maximum working pressure of 15MPa. During use, it should normally be placed upright.
(3) Welding wire
Tig welding welding wire mainly falls into two categories: steel welding wire and non-ferrous metal welding wire. Welding wire can be selected according to GB/T8110-1995 “Carbon and low alloy steel welding wire for gas shielded arc welding” and YB/T5092-1996 “Stainless steel welding wire for welding .
Non-ferrous metals are generally welded with welding wire comparable to the original material. Tig welding wire diameters mainly include more than ten specifications, such as 0.8, 1.0, 1.2, 1.4, 1.5, 1.6, 2.0, 2.4, 2.5 , 4.0, 5.0, 6.0 mm, with 2.0 to 4.0 mm diameter wires commonly used.
II. TIG welding process parameters
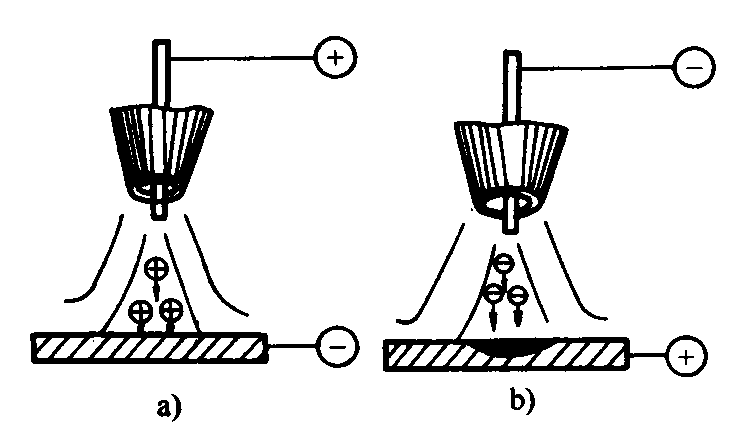
1. Welding power supply types and polarity
Tungsten inert gas (TIG) welding can utilize alternating current (AC) or direct current (DC) power sources. The choice of power source depends on the type of metal or alloy to be welded; When using a DC power supply, polarity selection also needs to be considered.
4. What should be observed during the manual tungsten arc welding process?
During root welding, short arc welding should be used as much as possible, the amount of filler wire should be less, and the welding torch should move as little as possible. When the gap between parts is small, penetration welding can be carried out directly. If there are defects in the weld seam, the defects must be rectified, and the reflow method is not allowed to deal with the defects in the weld seam.
During overlay welding, filler wire must be added evenly and at an appropriate speed. If it is too fast, the weld will have a high residual height; if it is too slow, the weld seam will be concave and recessed. The temperature of the workpiece will increase significantly at the end of welding, at this time the welding speed should be increased appropriately, and a few more drops should be added to fill the arc well when the arc is extinguished to prevent the formation of arc cracks in the well.
Manual tungsten arc welding involves both hands operating simultaneously, which differs from electrode arc welding. During operation, coordination of both hands is particularly important. Therefore, training in basic skills in this area must be reinforced.
5. How to properly use a manual tungsten arc welding machine?
Before starting work, welders must read the instructions for using the welding equipment, understand the general structure of the welding equipment and the correct method of use; the welding machine must be connected correctly according to the external wiring diagram, and the voltage value on the nameplate must correspond to the mains voltage value, and the case must be reliably grounded; Before using the welding machine, the water and gas circuit connections must be checked to ensure normal water and gas supply during welding. After completing the work or temporarily leaving the construction site, the power must be cut off and the water source and the gas cylinder valve must be closed.
6. What are the common faults of manual tungsten arc welding machines? How to solve problems?
Common failures of tungsten arc welding machines include blockage or leakage of water and gas circuits; the tungsten electrode chuck of the welding torch is not tight, causing the arc to be unstable; poor contact between the workpiece and the ground wire or dirty tungsten electrode cannot cause the arc; the welding machine fuse is open circuit, the welding torch switch is in poor contact, making the welding machine unable to start normally; damage to the internal electronic components of the welding machine or other mechanical equipment failures, etc. Common faults and troubleshooting methods are listed in the following table.
Common faults, causes and troubleshooting methods of tungsten electrode Tig welding machines
| Failure characteristics: | Causes | Troubleshooting methods: |
| After connecting power, the indicator light does not light. | (1) Switch damage (2) Blown fuse (3) Control transformer failure (4) Indicator light malfunction |
(1) Replace the key (2) Replace the fuse (3) Replace the transformer (4) Replace the indicator light |
| The air conditioning circuit discharges, but the welding machine does not start. | (1) Bad contact of the welding gun switch (2) Starter relay malfunction (3) Control of transformer damage or poor contact |
(1) Replace the welding torch switch (2) Repair the relay (3) Repair or replace the control transformer |
| There is an oscillator discharge, but it cannot start an arc. | (1) Poor contact between power supply and welding (2) Burnout of the contact point of the welding power source contactor (3) Control circuit failure |
(1) Carry out repairs (2) Repair the contactor (3) Repair the control circuit |
| The welding arc becomes unstable after starting. | (1) The arc stabilizer is defective. (2) Rectify the fault in the DC component. (3) The welding power line has poor connectivity. |
(1) Inspect the arc stabilizer. (2) Replace the DC components. (3) Repair the welding power source. |
| There is no argon gas output after starting the welding machine. | (1) Airflow obstruction (2) Electromagnetic air valve failure (3) Control circuit malfunction (4) Delay line break |
(1) Clean the air passage (2) Replace the electromagnetic air valve (3) Repair the control circuit (4) Delay line maintenance |
| There is no oscillation or the oscillation spark is weak. | (1) Malfunction of pulse arc generator or high frequency oscillator (2) Incorrect spark discharge clearance (3) Mica perforation on discharge plate (4) Burnt discharge electrode |
(1) Maintenance (2) Adjusting the gap between the discharge plates (3) Replacing mica (4) Replacement of the discharge device electrode. |







