
1. Cutting characteristics
Cutting has the following characteristics:
(1) The surface roughness of the workpiece can reach Ra = 0.006 to 0.1 μm, and microcutting with Ra = 0.1 μm can be achieved.
(2) It can result in a very precise fit between mating surfaces.
(3) Lapidary is performed at low speed and low pressure, generating minimal heat.
The surface of the part does not have a metamorphic layer, resulting in better quality.
(4) The grinding device and machine have a relatively simple structure, making them suitable for both manual single-piece production and mechanical batch production.
The accuracy of manual grinding depends on the accuracy of the lapping tool and the worker's operating skills, while the accuracy of mechanical grinding also depends on the accuracy of the lapping tool, the correct trajectory and suitable operation methods.
(5) During the grinding process, hard abrasive particles can easily embed themselves into the soft surface of the workpiece, impacting its service life and optical properties.
(6) Lapping efficiency is low.
The material of the lapping tool is normally soft and subject to wear, so it must be maintained regularly to ensure its accuracy.
2. Lapping materials and machinable surfaces
Grinding can process a variety of metallic materials, including steel (including hardened steel), cast iron, copper and carbide, as well as non-metallic materials such as ceramics, gemstones, semiconductors, glass and plastics.
The surface shape of the part includes inner and outer cylindrical surfaces, conical surfaces, flat surfaces, convex and concave surfaces, inner and outer spherical surfaces, screw threads, gears, and more.
3. I application principle
In lapping, the appropriate amount of abrasive is placed between the lapping tool and the surface of the part.
The combination of reciprocating motion and rotation or rotation and planetary motion is then performed under a specific pressure.
The abrasive particles in the abrasive slide or roll between the lapping tool and the surface of the part, resulting in microcutting.
Due to the fine nature of the abrasive particles, only a very thin layer of material can be cut.
This results in very little net movement on the surface of the part, leading to exceptional surface quality and machining precision.
Abrasives can be divided into wet lapping (sandpaper polishing, as shown in Figure 1), dry lapping (sandpaper polishing), and semi-dry lapping (paste polishing) based on their usage conditions.
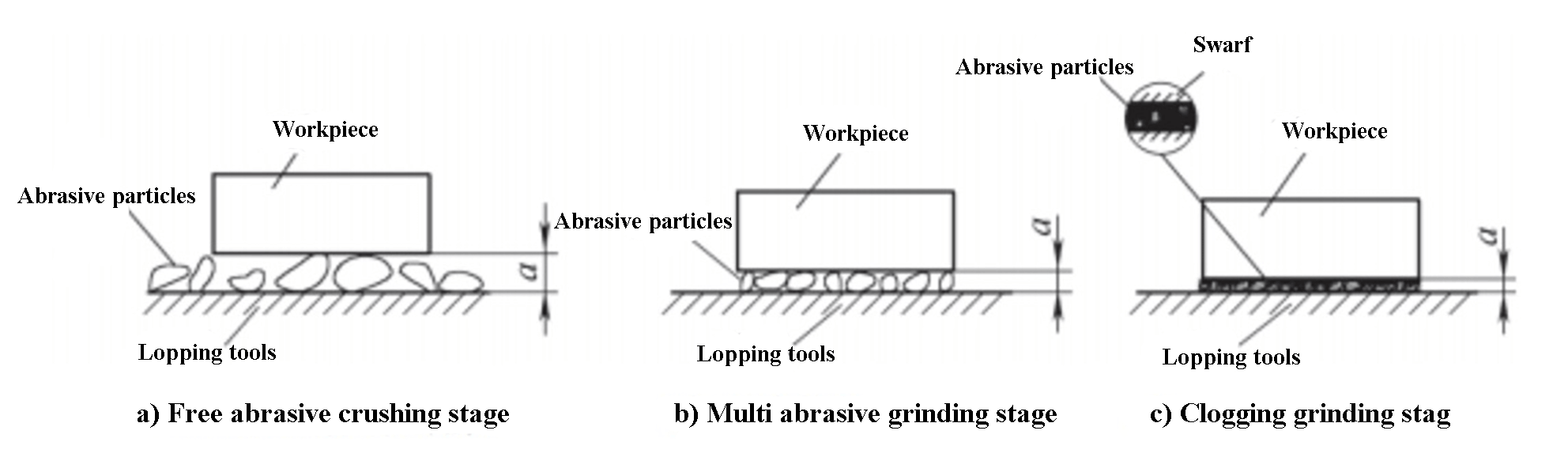
Fig. 2 The cutting trajectory
2) Lapping pressure
In wet cutting, the pressure varies from 10 to 25 MPa, while in dry cutting, the pressure varies from 1 to 15 MPa. For fine cutting, the pressure value is lower.
3) Lapping speed
Lapping efficiency is directly proportional to the lapping speed. The speed of wet lapping is 20 to 100 m/min, and that of dry lapping is 10 to 20 m/min. If the part accuracy is high and the part material is soft, a lower value should be obtained.
4) Cutting allowance
The inner hole is 0.01-0.03mm (permissible diameter), the outer circle is 0.005-0.01mm, and the plane is 0.005-0.01mm.
5) Problems that need attention
Abrasives must be stored properly to avoid dust contamination; when switching to abrasives with different grain sizes, the abrasives on the workpiece and the lapping tool must be cleaned with kerosene to avoid scratches on the surface of the workpiece; the cutting environment must be free from dust.
8. Conclusion
Lapping is a precision and ultra-precision processing technology that achieves very low surface roughness values. With the advancement of technology, demands for product quality are increasingly greater. In local finishing, lapping has incomparable advantages over other cutting methods, making it significant in processing parts with high precision and surface quality.







