
To perform thread milling, the machine tool must be capable of three-axis articulation.
CNC machines have the ability of spiral interpolation, which is controlled by the machine tool to produce the spiral path.
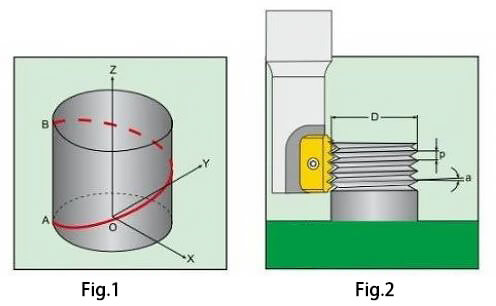
Spiral interpolation is created by combining plane arc interpolation and linear motion perpendicular to the plane.
For example, the spiral path from point A to point B (as shown in Figure 1) is produced by combining the arc interpolation motion of the XY plane with the linear motion of the Z axis.
Most CNC systems can perform this function using two different commands:
- G02: Clockwise instantaneous arc interpolation command
- G03: Counterclockwise arc interpolation command
The thread milling motion display (as shown in Figure 2) is produced by the tool rotation and spiral interpolation motion of the machine tool.
During the egger circle interpolation process, the shape of the tool is used to process the required thread by matching the movement of the tool along the z-axis direction with the egger pitch.
There are three cutting methods that can be used for thread milling: arc cutting method, radial cutting method and tangential cutting method.
1. Arc cutting method
With this method, the cutting tool cuts smoothly, resulting in non-visible cut marks and reducing vibrations even when machining hard materials.
However, the programming of this method is more complex compared to the radial cutting method.
It is recommended to use this method when producing accurate threads.
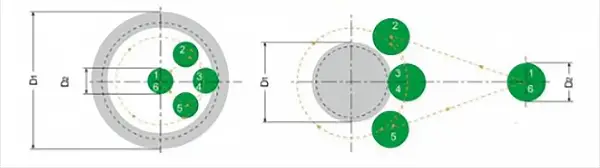
- 1-2: quick positioning;
- 2-3: the cutter cuts tangentially along the arc feed and interpolates the feed along the Z axis at the same time;
- 3-4: 360° full circle thread interpolation movement, axial movement of a conductor;
- 4-5: the cutter cuts tangentially along the arc advance and at the same time performs the interpolation movement along the Z axis;
- 5-6: quick return.
2. Radial cutting method
This method is the simplest, but two situations may arise:
- Small vertical marks can be left at the start and end points of the cut, but this will not affect the quality of the line.
- When machining very hard materials, if the cut is close to the full tooth shape, the increased contact area between the tool and the workpiece can cause tool vibration.
To avoid vibration during almost complete cuts, it is recommended to reduce the feed rate to 1/3 of the spiral interpolation feed rate as much as possible.
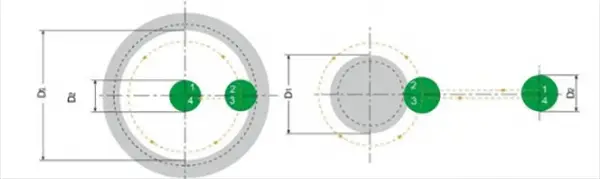
- 1-2: quick positioning;
- 2-3: the entire 360° circle performs spiral interpolation movement and moves axially along a track;
- 3-4: radial return.
3. Tangential cutting method
This method is simple and has the advantages of the arc cutting method, but it is only suitable for external thread milling.
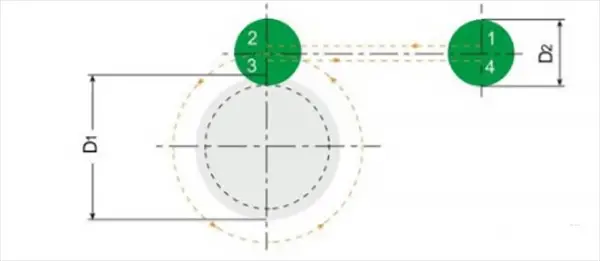
- 1-2: quick positioning;
- 2-3: 360° full circle makes thread interpolation movement and axial movement is feed;
- 3-4: quick return.







