Drilling is the process of producing holes in the workpiece using a rotating cutter called a drill. The machine used for drilling is known as a drill press. Holes are made using a drill.
There are two types of drills available in the market for carrying out drilling operations.
INTRODUCTION
We wanted a drill that automatically indexes the work and provides automatic feed to the drill head. This machine is designed to perform drilling. Although it is designed to make a hole on the circumference of a work, it can also perform a series of similar operations such as drilling, remaining, boring, countersinking, reaming, threading, etc. with minor changes to the machine. We designed a drill that uses only mechanical principles. Therefore, it is very easy to maintain and improves the reliability of the machine.
This machine's main objective is to manufacture female dies, which are very useful in the textile industry.
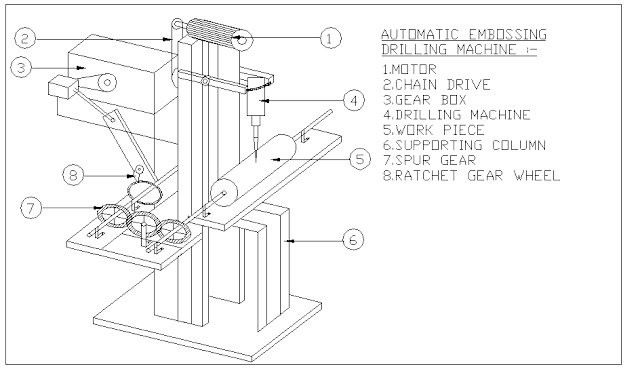
WORKING PRINCIPLE
The working principle of this machine is explained in three subheadings.
In drive mechanisms, a single-phase AC motor is used to drive the entire machine. Although the engine speed is lower, it can withstand more loads. Engine power is 0.75 hp. The rotary motion of the motor is transmitted to the helical gear in the gearbox via chain and sprocket mechanism. A wheel is aligned with the helical gear and motion is transmitted.
2. POWERED MECHANISM:
One side of the wheel inside the gearbox is connected to the crank disc. The main function of the crank disc is to convert rotary motion into linear vertical motion to obtain vertical feed to the drill head. A linkage mechanism on a lever connects the crank disc and the hand drill. Helps transmit vertical feed to the hand drill.
3. INDEXING MECHANISM:
From the wheel, with the help of the linkage mechanism, the movement is transmitted to an arm to which pawl-1 is connected. The movement of the pawl is such that it pushes two teeth of ratchet-1 forward with each revolution. After that the tab will return and the process will be repeated.
INDEXING THE ROTATIONAL WORK MOVEMENT:
One side of ratchet-1 is connected to three spur gears to reduce the speed and the work will rotate depending on the movement of the ratchet. And therefore, the rotary movement of the ratchet is precisely induced.
INDEXING THE HORIZONTAL MOVEMENT OF WORK:
A small rod is connected parallel to ratchet-1. A rod is also placed perpendicular to the ratchet 1 in such a way that after each revolution of the rod 1 relative to the ratchet wheel; it should hit rod 1. Rod 2 is connected to a spring arrangement, so it should return to the starting position after rod 1 hits rod 2 once. As rod 2 moves upward due to the impact of rod 1. This will cause pawl 2 to push a tooth of the ratchet 2, which is connected, to the rack and pinion, which will cause it to push a tooth of the rack and pinion. The rack and pinion are connected to the horizontal slide and it moves. Therefore, after each revolution of Job, there will be a horizontal movement.
FORMS
It is mainly used for drilling holes in female dies.
It is used for large diesel engine pistons.
It is used on cylindrical components for drilling and indexing in many industries.
It is used to drill the pre-spoke hole of the hole cycle wheel.
It is used on automobile wheel hubs over holes.
It is applicable for drilling holes in flange couplings.
It is used to make holes in steering wheels.
Used to provide various numbers of holes on the periphery of the index plate that can be used for index jig design.
It is used to make holes in polygonal globes.
BENEFITS
Conical drilling can be done easily and accurately.
Can automatically index work at different uniform angles
Drilling time is faster than manual time.
It is very advantageous for the mass production company.
Energy consumption is lower.
This equipment can be economical when compared to NC drills, radial drills, etc.
This equipment does not have indexed drilling templates.
This machine reduces manual labor (40 to 50 hours)
Machine work = 20 hours (approx.)
DISADVANTAGES
The cost of automation is very high.
The construction of this machine is very complicated.
A escolha da linguagem de programação certa pode fazer toda a diferença no desenvolvimento de aplicativos complexos e sistemas inteligentes. Neste post, vamos mergulhar na comparação entre duas abo...
O aço silício é um material fundamental para a indústria de energia elétrica, desempenhando um papel crucial no desempenho e eficiência de transformadores e geradores. Neste artigo, exploraremos em...
A indústria automotiva está constantemente em busca de soluções inovadoras que permitam a fabricação de veículos mais leves, seguros e eficientes. Nesse contexto, os Aços Avançados de Alta Resistên...
Qualificação Profissional em Soldagem: Cursos Estratégicos para Atuar com Sucesso na Indústria
A soldagem é uma das habilidades mais críticas e requisitadas na indústria, especialmente em setores...
A soldagem TIG (Tungsten Inert Gas) é uma técnica versátil e precisa, amplamente utilizada na indústria e construção. No entanto, manter a poça de fusão sob controle pode ser um desafio, especialme...
A solda MIG (Soldagem por Gás de Metal) é uma técnica amplamente utilizada na indústria e construção, conhecida por sua eficiência e versatilidade. Um dos fatores-chave que influenciam diretamente ...
A construção civil é um setor fundamental para o desenvolvimento de uma sociedade, mas também é responsável por uma parcela significativa do impacto ambiental. No entanto, uma inovação crescente ne...
Cálculo de Tensão Crítica em Barras de Aço
Quando se trata de projetar estruturas feitas de aço, é fundamental calcular a tensão crítica para garantir a segurança e estabilidade do edifício. A ten...

 AUTOMATIC ENGRAVING DRILLING MACHINE Mechanical Design
AUTOMATIC ENGRAVING DRILLING MACHINE Mechanical Design





