
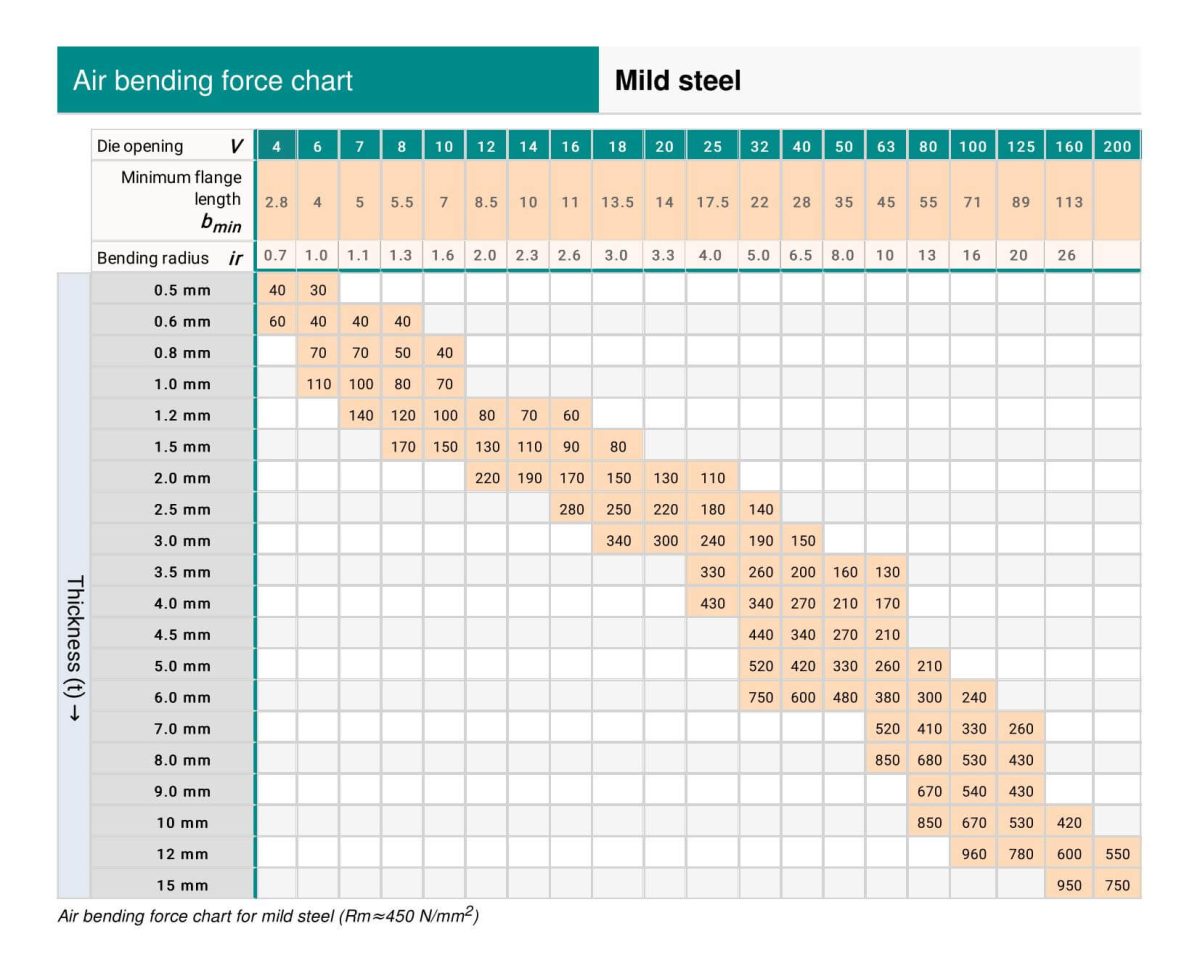
Our air bending force chart, based on the experience data of customers from various industries around the world, provides a reliable guide to help you easily determine the minimum bending pressure, minimum flange length and radius of curvature corresponding to different V-openings when bending carbon steel and stainless steel. steel.
With this chart, you can save time and increase efficiency in your bending process.
Additionally, our press brake tonnage calculator can help you calculate the bending force required for your specific sheet metal product.
We understand the importance of selecting the most suitable V-opening and our chart shows the ideal relationship between metal thickness and V-opening width.
Airbending Principles
Tonnage requirements
Air bending is the preferred method of forming sheet material with a punch and die combination. The lower forming tonnage allows lower capacity press brakes to manufacture the formed parts.
The figure below details the relationship between material thickness and die opening for a specified material tensile strength of 60,000 PSI. Note that because the tensile strength of most carbon steels in North America exceeds 60,000 PSI, higher tonnage values may be required.
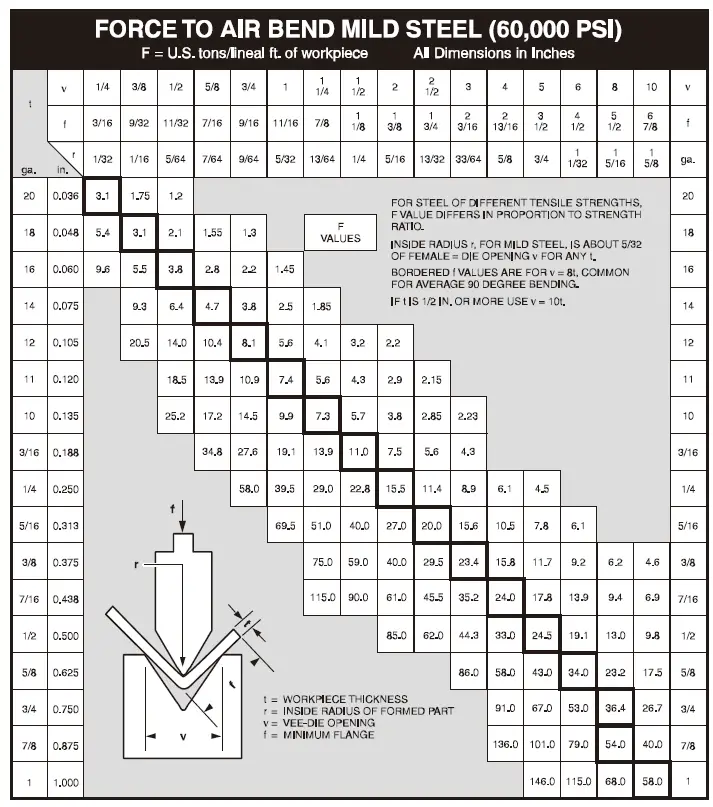
Observation:
The chart above illustrates the appropriate tonnage values for air bending mild steel with tensile properties of 60,000 PSI. It should be noted that most North American steel mills are producing harder metals with typical mechanical properties of 44,000 PSI yield and tensile strength of up to 80,000 PSI. The tonnage values required to form these metals are substantially higher and must be taken into consideration when selecting a press brake.
Die to material thickness ratios
The industry standard practice for sizing the die opening is: eight times the material thickness when less than 1/2”, ten times the material thickness when 1/2” and greater.
For materials under heat treatment conditions, some material data sheets may specify larger openings in the die to prevent the formed shape from cracking.
For standard sheet material and lightweight plate, the punch radius is normally equal to the material thickness. For thick sheets, the punch radius is typically one and a half to three times the thickness of the material, depending on the properties of the sheet being formed.
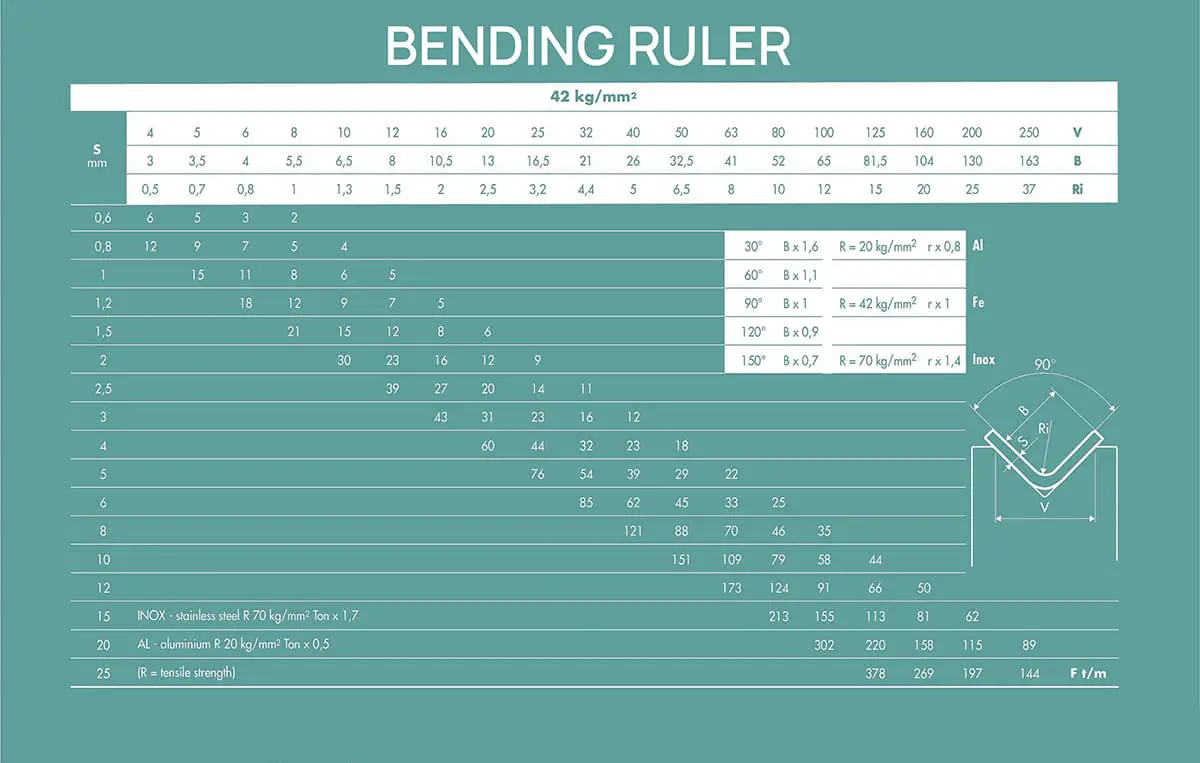
Air bending force graph background
The air bending force chart records the standard V width of the bottom die and the required bending force corresponding to the bending of different metal sheets and has become a general industry specification.
However, initially there was no such specification.
Each press brake manufacturer decided to use the V-width based on their own experience.
At that time, Amada collected and summarized the experience data of customers from various industries around the world, and finally drew up the following official bending force chart for the bending process.
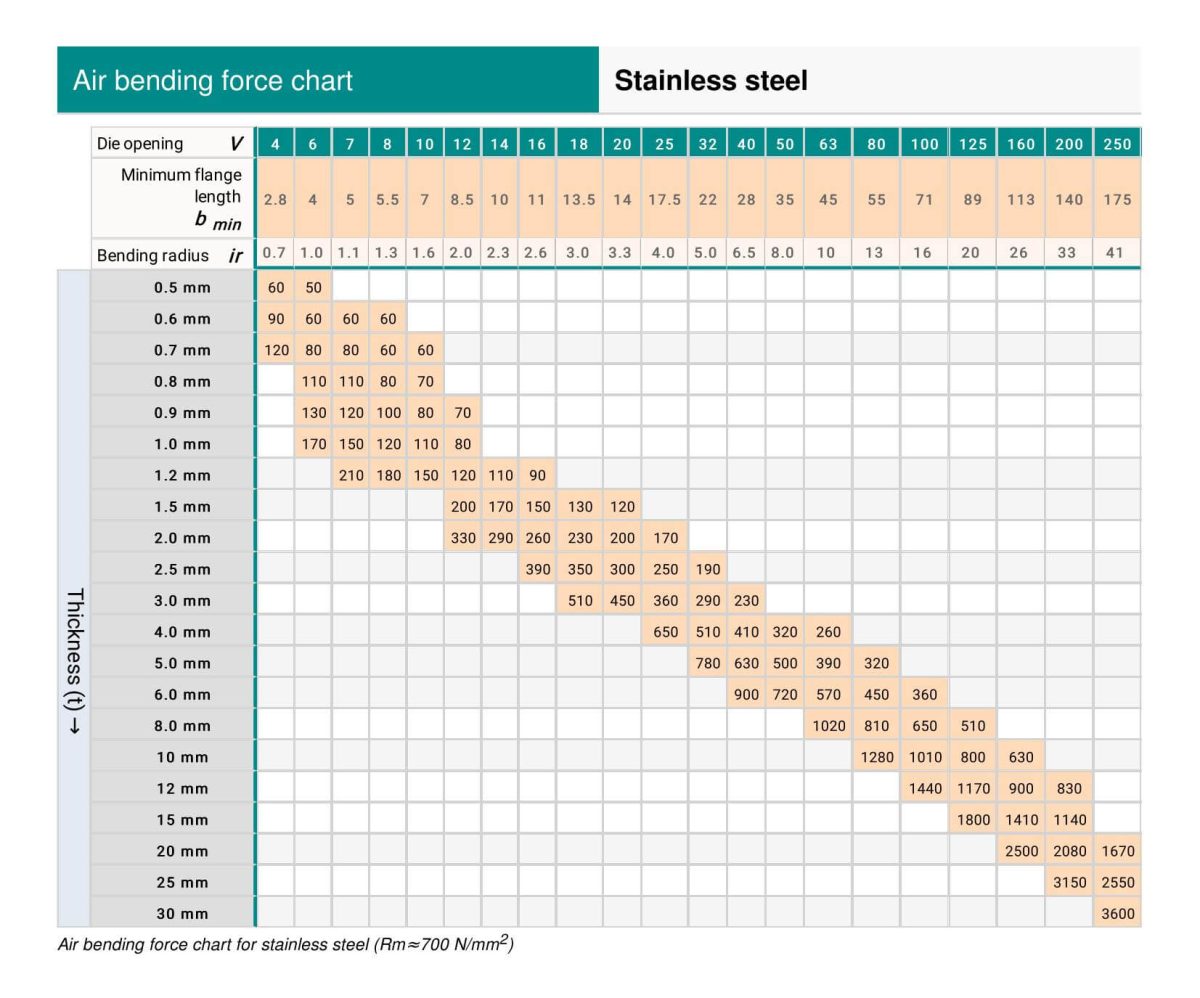
Through this bending force chart, you can easily determine the minimum bending pressure, minimum flange length and bending radius corresponding to different V-openings when bending mild steel and stainless steel.
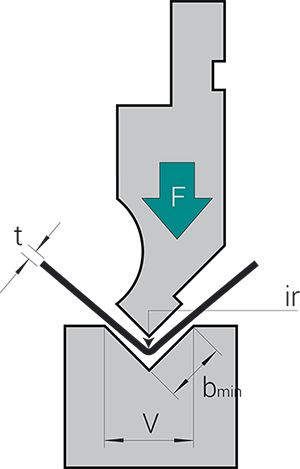
- t – Material thickness
- F – Tonnage per 1 meter
- go – inner radius
- b – minimum flange length
- V – width V
Air Bending Strength Chart – Mild Steel
Air Bending Strength Chart – Stainless Steel
To make it easier to read and print, you can download the air bending force table PDF file.
You can also use our press brake tonnage calculator to calculate the bending force required for your sheet metal products.
Air Bending Strength Chart FAQ
How to read air bending force graph?
You can obtain the following information from the air bending force chart above if the data of metal thickness and internal bending radius are known:
- Bending force required to bend 1 meter long metal sheets
- V opening width
- Minimum flange length
How to select the most appropriate V aperture?
The V-opening refers to the distance through the bottom mouth of the die, and the appropriate V-opening of the die should be selected according to the thickness of the sheet metal. The air bending chart above shows the ideal relationship between metal thickness and V-opening width.
However, other factors will affect V-width selection, including flange lengths, internal bend radius, press brake tonnage, and tooling capacity.
What is the best relationship between metal thickness and opening?
| Material thickness (t)mm |
0.5-2.5 | 3.0-8.0 | 9.0-10.0 | ≥12.0 |
| Width V | 6xt | 8xt | 10xt | 12xt |







