

Milling is one of several machining processes used in CNC machining. Although there are different milling processes, this article is about the face milling technique.
We will cover the different types of facing operations, how to choose the right tool for facing, and many other things you need to know about the machining process. If you want to learn more about the face milling process, this is the definitive face milling guide.
What is face milling?
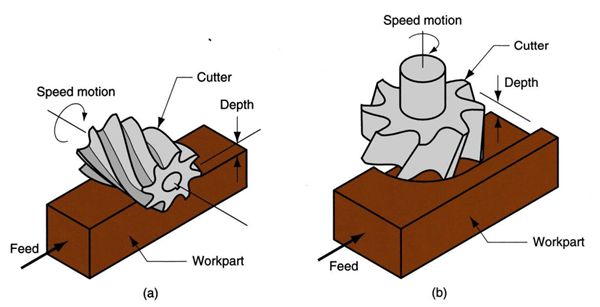
Face milling is a machining technique used to level and smooth the surface of workpieces. Machinists use two types of machines for this process, which can be a machining center or a milling machine. The main difference between this process and traditional milling techniques is that the milling machine or machining center is perpendicular to the part. This means the top of the machine mills the part instead of the side used in other milling techniques.

The face milling process can be done manually or automatically. The only difference between the two is the feeding speed. Manual face milling requires the machinist to repeatedly stop the machine to move the part across the table, while the automatic type's feed rate is more constant. This makes automatic type less prone to errors or incorrect cuts.
This process uses a variety of face milling tools, including end mills, end mills, and impact mills. The machine rotates the tool counterclockwise and moves the workpiece over the teeth.
Now that we've provided an introductory section on face milling, let's take another look at how the process works.
How does face milling work?
When machinists mill a part, they divide the process into four sections. These include:
1. Positioning the workpiece
Before starting the process, make sure the part is securely attached to the machine table. You need to secure the workpiece tightly to the table so that it does not slip.
2. Positioning the milling machine
The next step is to make sure the milling machine is in the right place. The machinist places the milling machine perpendicular to the workpiece. In this way, the upper part of the cutter processes the material.
3. Adjusting spindle feed and speed
Next, you must adjust the feed rate and the speed at which the machine moves the tool (spindle speed). These two are crucial to ensuring the machine cuts in the correct position.
4. Editing
After configuring the machine, processing begins. As the computer has received the code for the CNC machining process, it does all the work and machines the desired shape and form on the workpiece.
Selecting the Right Tool for Facing
The success of a face milling process depends on the tool used. Before we get into tips on how to choose the right cutting tool, we need to know the different tools used in face milling. There are three main machine tools used in face milling: cutters, end mills, and impact mills.

1. Peel mills
Shell cutters are the preferred tool for face milling. With multiple teeth and inserts on the edges, a milling cutter is perfect for creating uniform surfaces. This is because its design controls the amount of material it can remove at once. It is also suitable for processing a variety of materials. However, your pads may need to be constantly changed depending on the hardness of the material.

2. End mill
End mills have a cutting edge that makes them suitable for producing complex surface finishes on a workpiece. However, when it comes to removing large chunks of material from a part, they are not a good choice. Additionally, the tool is not very robust, so it has a limited range of materials it can work with.

3. Fly Cutter
Unlike end mills and cutters, impact mills have only one cutting edge and one insert. However, they are advantageous for creating thin surfaces without high energy consumption. In exchange for performance, they operate at much slower speeds. Therefore, if you want to achieve finer finishes with less energy consumption, the impact cutter is a good choice.
Tips for choosing the right tool
Now that we have explained the different types of face mills, we can now explain how to choose the best tools for different types of face milling operations.
1. When cutting hard materials, shell milling cutter is the best face milling cutter. Its multiple cutting edges allow you to remove a larger piece of material at once.
2. Impact cutter is the best face cutting tool for softer materials.
3. If you want to create aesthetic designs with face milling, the end mill is the best cutting tool for face milling. The cutter has several teeth on its shank that are suitable for creating various designs.
4. Another factor that must be considered when selecting tools is the angle at which the tool enters the part. Most tools penetrate at 45° or 90°. However, some are also in the 10 – 65° range.
5. When machining faces, care must be taken to ensure that the spindle speed matches the machine speed. Otherwise, the face mills will wear out quickly.

6. It is better to plan machining in CNC mode than manually. Because with manual facing you would constantly get out of the cutting path and start again, which would put stress on the cutting edge of the workpiece.
7. Finally, do not face over holes or grooves in the workpiece as this will result in exit and re-entry into the workpiece.
4 types of facing operations
There are several types of facing operations that machinists use regularly. This section explains these different methods and the best optimization tips for each of them.

1. General face milling
This operation is just the general facing process, which does not require any special considerations. The entry angle is very important in general face milling processes, and face milling cutting tools with a 45° entry angle are the best types to use.
Other tips for optimizing general face milling processes:
- The cutter must have a diameter larger than the part (minimum 20% and maximum 50%).
- The entry point into the workpiece must be off-center to ensure the finest possible chip exit.
- Do not forget about the size of the spindle and the power of the machine.
2. High-performance face milling
This type of plane processing requires large materials and large machining centers. With this type of plane processing, machinists have to remove large quantities of material, which requires enormous reserves of energy.
Front milling tools with an adjustment angle of 60° are the best choice for this process. They have high feed rates, which increases productivity and allows you to cut more material.
Other tips for optimizing face milling processes for heavy parts:
- This process creates enormous temperatures. If you need to change the pads every now and then, wear gloves.
- This process creates many chips. These chips can clog the work area and re-enter the cutting path of the part. Constant grinding of chips can cause wear on the inserts. So, make sure your workspace is free of clutter.
3. High feed milling
High feed milling is a process that requires high cutting speeds and feeds. They generally involve cutting speeds greater than 1,000 m/min. Face mills with a high feed rate and low adjustment angle are best suited for this process. With this procedure, only the adjustment angle is important. An angle of around 10° is preferable due to the high feed rates possible.
4. Finishing with smoothing inserts
When using wiper inserts along with a standard insert, you can also use face milling for aesthetic surface designs. Smoothing pads are mainly used for surface finishing only. They usually have different lengths and are manufactured in left-handed and right-handed versions. For this process, the need for a straightening pad depends on the type of standard pad used. The greater the feed per revolution produced by the standard insert, the greater the need for straightener inserts.
Front vs. front milling Circumferential milling: What's the difference?
Face milling and circumferential milling are the most important milling processes. Both methods are based on the same basic principle. They use a rotating cutting tool to remove material from the surface of a part. However, the way they do this varies. So what is the difference between the two procedures? The following points do justice to their differences:
During face milling, the operator positions the lathe/machining center perpendicular to the workpiece. During circumferential machining, the operator positions the cutter parallel to the workpiece.
In face milling, only the upper part of the cutting tool is used for milling work. However, with circumferential milling, the sides of the part are also machined.
Face milling can be performed on machines with horizontal and vertical spindles, while circumferential milling is limited to machines with horizontal spindles only.
Face milling is suitable for surface finishing and removing small amounts of material from a part. Perimeter machining, on the other hand, is suitable for removing large amounts of material from a part.
In face milling, cutting tools are usually provided with cutting edges on the front and front sides, while in circumferential milling they are usually provided only on the sides.
Practical tips for optimizing face milling processes
This section highlights some tips for all types of facing processes. That includes:

1. Tools are crucial
When face milling, make sure the tool adapts to the process. The right tools ensure maximum productivity and smoother work.
2. A special setup for face milling
You should not use the same setup for facing that you use for other machining processes. Use dedicated settings for different types of editing procedures. This increases the precision of the various machining processes.
3. Make sure your milling parameters are correct
Several technical parameters must be taken into account when facing. Some examples are depth of cut, feed per tooth, feed per revolution, etc. Make sure all these parameters are correct before starting the procedure. This ensures that you don't waste any materials unnecessarily.
4. Make sure your cutting tools are sharp
Using dull cutting tools only slows down the facing process. Additionally, blunt tools break easily because they are ineffective on harder materials. Therefore, it is important to ensure that all tools are sharp and ready to use.
WayKen Custom Milling Services
In our company we combine speed with quality. We carry out 100% testing on all our products, so you don't have to worry. You can contact us to get a quote for your milling projects and we will give you an instant quote and DFM feedback within the next 12 business hours.
Get a free quote
Concluding
Face milling is a simple process used mainly to smooth and finish the surface of parts. Although machinists typically use different face mills, it is important to find the best type for a face milling process. This article will help you discover how to choose the best face mills, optimize your face milling process, and more.
Common questions
What is the main difference between face milling and end milling?
The main difference between the two is in the tools used. Face mills use only the top of the cutter for cutting, while end mills use the end and sides of the tool.
What different tools are used in face milling?
Three tools are used: end mills, impact mills and cutters.
How many types of facing operations are there?
There are four types: general face milling, high-performance face milling, high-speed face milling and smoothing insert surface machining.







