1. Minimum Flange Size
Lmin =(V/2)+ 2 + t ………(7)
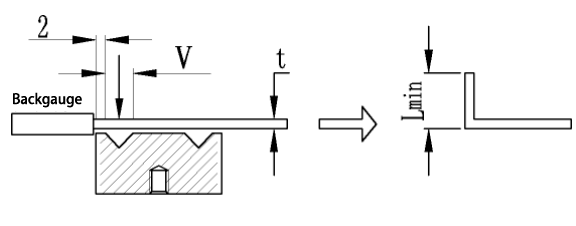
The minimum flange size, “l min ”, for various material thicknesses is listed in Table 5.
Table 5 Minimum sheath size L min
| me | Material thickness t | ||||||||
| 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | ||
| Mold bottom groove width | 8 | 7 | 7.2 | 7.5 | |||||
| 12 | 9.5 | 10 | |||||||
| 16 | 12.5 | 13 | |||||||
| 25 | 17.5 | 18.5 | 19.5 | ||||||
2. Minimum average height of Z-shaped hem
The center height of a Z-shaped flange is influenced by the distance from the center of the V-shaped groove to the bottom edge of the die.
The minimum flange height is formula (8):
Hmin =(V/2)+ 2.5+ 2t ………(8)

See Table 6 for the minimum average height, “H min ”, of Z-hem for various material thicknesses.
Table 6 Minimum hem in Z, average height H min
| H min | Material thickness t | ||||||||
| 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | ||
| V die bottom slot width | 8 | 8.5 | 8.9 | 9.5 | |||||
| 12 | 11.5 | 12.5 | |||||||
| 16 | 15.5 | 16.5 | |||||||
| 25 | 21 | 23 | 25 | ||||||
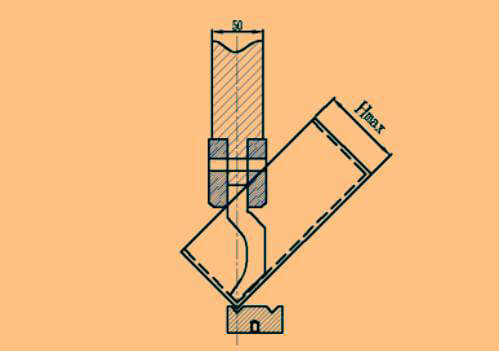
3. Reverse maximum size of Z-shaped folded edge
3.1 The maximum size of the back side of the Z-shaped fold (as shown in Fig. 6).
The left door of the general distribution board has a Z-shaped bend, and its size on the back is influenced by the height of the lower mold and the mold base.
The maximum height of the back is formula (9):
Lmax = 59 + t …………(9)
3.2 When the center height of the Z-fold is less than 30, Table 7 displays the maximum size of the back side of the Z-fold for various material thicknesses.
When the central height of the Z-bend is significant, it can be impacted by various components of the lower base of the press brake die. In these cases, the maximum back size must be determined on site.
Table 7maximum back size of type Z sheath
| Material thickness t | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 |
| Lmax | 60 | 60.2 | 60.5 | 61 | 61.5 | 62 | 63 | 64 |
4. U-shaped push-up
4.1 As shown in Fig. 7, the width (H1) of the U-shaped sheath should not be excessively narrow and the height (H2) should not be excessively large due to the impact of machine tools and molds.
When the height (H2) reaches the minimum hem size specified in Table 5, the minimum value for the width (H1) can be calculated using formula (10).
H1 = 12 + 2t …………………(10)

41.1 the value of H1 is shown in Table 8
| Material thickness t | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| H1 min | 14 | 15 | 15 | 16 | 17 | 18 |
4.1.2 When the value of H1 is large, it must meet: H2 < H1-35.
4.2 Maximum height of four side folds H
The maximum quadrilateral bend height (Hmax) is limited to less than 175 due to the influence of the mold, as shown in Fig.