The first step in the sheet metal manufacturing process is the unfolding of the geometries and the coherent body. The precision and accuracy of the sample unfolding directly impacts the quality of the final part.
In the past, due to the limitations of calculation tools, people used the projection method to enlarge the sample on a plane with a 1:1 ratio and measure the actual length of the plane line required.
However, this method is complicated and inefficient and cannot meet current production demands.
With advances in calculation tools such as electronic calculators and the widespread use of computers, sheet metal unfolding can now be performed using calculation methods.
To standardize the calculation method of sheet metal unfolding coefficient by technicians, minimize dimensional deviations of products after bending, and facilitate self-inspection by workshop personnel and reinspection by quality inspectors, there is a unified standard and basis for the unfolding coefficient.
As a result, the calculation standard of sheet metal unfolding coefficient has become increasingly standardized.
Neutral Layer Unfolding Method
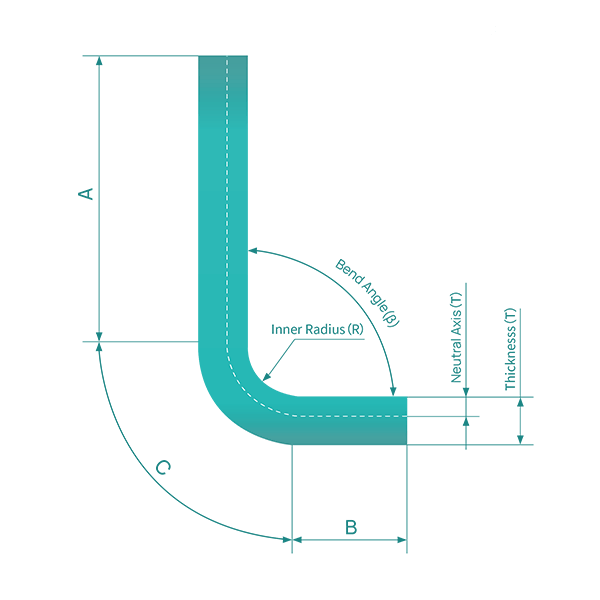
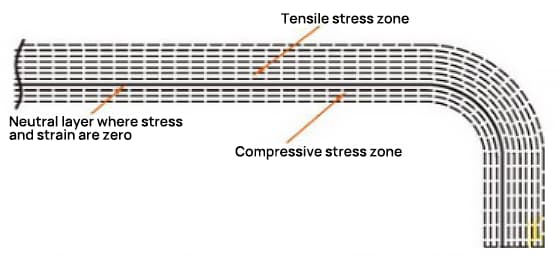
In the bending process, the outer layer experiences tensile stress, while the inner layer experiences compressive stress. The transition layer between tensile and compressive stresses is called the neutral layer. The length of the neutral layer during bending remains the same as before bending, making it the reference for determining the unfolded length of the bent part.
The location of the neutral layer depends on the degree of deformation.
The position of the neutral layer is not only related to the radius of curvature, plate thickness, inward displacement coefficient, etc., but also factors such as processing method, sheet metal shape and size.
Therefore, the position of the neutral layer can only be determined approximately, and in practical applications, approximate values are generally used for calculation.
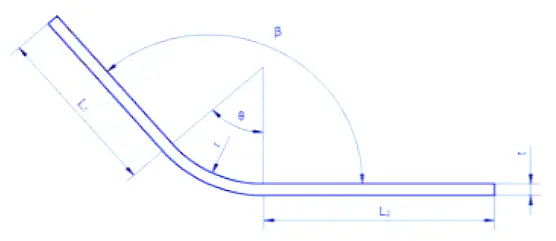
The calculation formula for the length dimension L of the neutral layer is:
Between them,
- L1, L2 – Length of straight sections (mm);
- β – Flexion angle (°);
- r – Internal radius of the bent plate (mm);
- t – Thickness of the steel plate (mm);
- k – Neutral layer coefficient.
Using 3D software to perform simulations and calculations of various thicknesses, angles and radii, along with on-site manufacturing practices, we have compiled a set of K-factor values. See Table 1 for specific values.
Table 1: Neutral layer coefficient K values
| r/t | ≤05 | 0.6 | 0.8 | 1 | 1.2 | 1.3 | 1.5 | two | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | ≥8 |
| k | 026 | 0.28 | 0:30 | 0.32 | 0.33 | 0.34 | 0.36 | 0.38 | 0.39 | 0.4 | 0.42 | 0.44 | 0.46 | 0.5 |
Quick unfolding calculation for 90° bends
The unfolding diagram for a 90° bend is shown in Figure 9. In recent years, we have used 3D software such as CATIA and SOLIDWORKS for sheet metal modeling to calculate unfolding dimensions.
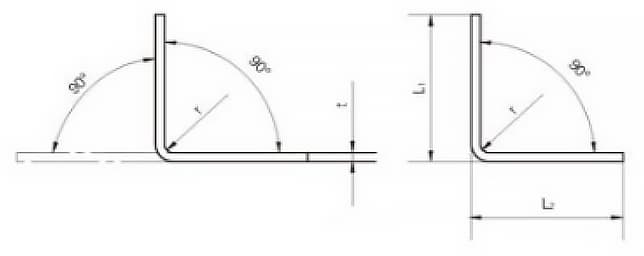
Through repeated checks, it has been observed that when the cold bending angle of flat steel products is 90°, the formula for calculating the unfolded length L is:
L = L1 + L2 – A
Where,
- L1, L2 – Lengths of straight segments (mm);
- A – Compensation value (mm), that is, the deduction value for a fold, see Table 2.
Table 2 90° bending parameters table
| Thickness t/mm |
Bed radius r/mm | |||||||||||
| 1 | 1.2 | 16 | two | 25 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | |
| Compensation value A mm | ||||||||||||
| 1 | -1.92 | -1.97 | -2.10 | -2.23 | -2.41 | -2.59 | -2.97 | -3.36 | -3.79 | -4.65 | -5.51 | -6.37 |
| 1.5 | -2.90 | -3.02 | -3.18 | -3.34 | -3.70 | -4.07 | -4.45 | -5.26 | -6.11 | -6.97 | ||
| two | -3.84 | -3.98 | -4.13 | -4.46 | -4.81 | -5.18 | -5.94 | -6.72 | -7.58 | |||
| 2.5 | -4.80 | -4.93 | -5.24 | -5.57 | -5.93 | -6.66 | -7.42 | -8.21 | ||||
| 3 | -5.76 | 6.04 | -6.35 | -6.69 | -7:40 am | -8.14 | -8.91 | |||||
| 4 | -7.7 | -7.95 | -8.26 | -8.92 | -9.62 | -10.36 | ||||||
| 5 | -9.6 | -9.87 | -10.48 | -11:15 am | -11.85 | |||||||
| 6 | -11.5 | -12.08 | -12.71 | -13.38 | ||||||||
| 8 | -15.4 | -15.9 | -16.51 | |||||||||
| 10 | -19.2 | -19.73 | ||||||||||
| 12 | 23.01 | |||||||||||
When the bending radius is large and the bending angle is small, the degree of deformation is low and the neutral layer is close to the center of the sheet thickness.
However, when the radius of curvature (R) decreases and the angle of curvature (θ) increases, the degree of deformation also increases and the neutral layer moves towards the inner side of the center of curvature. The distance from the neutral layer to the inner side of the sheet is indicated by λ, and the thickness of the material is indicated by T.
The basic formula for calculating the unfolding length:
Unfolding length = material inner size + material inner size + compensation value.
You can also use the following calculator to calculate the sheet metal unfolding length: