Threaded fasteners are easy to assemble and disassemble and can be used repeatedly. However, a disadvantage is that they can become loose under certain working conditions, particularly when subjected to vibrations, impacts, variable loads and excessive temperature differences. This can cause the nuts to fall out, rendering the equipment unusable or even causing serious malfunctions.
Therefore, it is crucial to identify the reasons for loose connections of threaded fasteners and implement effective preventive measures when designing and selecting them.
Related Reading: Everything About Fasteners You Should Know
1. Reasons for loose connection of threaded fasteners
1.1 Looseness caused by initial tightening
After tightening the threaded fasteners, the irregularity and micro-roughness of each contact surface, including the thread profile, the supporting surface and the contact surface of the connected parts, will be further reduced during the working process.
This reduction occurs when the connection is subjected to conditions such as vibration, and the contact surface may even be partially depressed, causing a change in the fixation state of the threaded connection. As a result, pre-tightening force is lost and the threaded connection becomes loose, a phenomenon known as initial loosening.
To solve this problem, it is recommended to retighten the threaded fasteners after a short period of work to restore the pre-tightening force lost due to initial loosening.
1.2 Looseness caused by collapse of the supporting surface
When threaded fasteners are connected, if the contact pressure of the bearing surface of the bolt or nut is too high, the surface of the connected part will undergo plastic deformation in the form of an annular depression at the point where it contacts the bolt or nut bearing surface. bearing.
If severe compression or continuous plastic deformation occurs during the work process, this can reduce or even eliminate the pre-tightening force of fasteners, leading to loose connections. This type of loosening is known as indentation looseness and is an inevitable form of deformation.
To prevent collapse and loosening, it is important to increase the contact area on the bolt or nut by creating a flange, or use a hardened washer with greater strength and a larger contact area below the bearing surface.
1.3 Self-loosening of the threaded connection
Experience shows that the most common cause of failure in threaded connections subject to dynamic loads is self-loosening, making it the most frequent type of failure.
The self-loosening mechanism is as follows: in a threaded connection, friction is generated on the contact surfaces of the internal and external threads, as well as on the supporting surfaces of the threaded fasteners and connected parts.
When the threaded connection begins to loosen, the torque required to overcome friction on the thread contact surface is indicated as M1:

Where: Q is the pre-tightening force acting on the bolt or screw, also known as axial force or clamping force; d 2 is the pitch diameter of the thread; ρ is the friction angle.
For triangular threads,
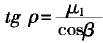
μ1 represents the coefficient of friction between the contact surfaces of the threads. β denotes the half angle of the tooth shape, while α indicates the upward angle of the thread helix. It is important to note that the rise angle of the propellers can vary depending on the diameter and is normally based on the rise angle of the pitch diameter propellers.
Once the threaded fastener has been tightened, the resulting additional torque M2 produced by friction on the bearing surface of the nut or bolt head can be calculated as follows:

Where μ2 represents the coefficient of friction between the supporting surface of the nut or screw head and the contact surface of the connected part, and D 2 is the average diameter of the supporting surface (contact surface) of the nut or screw head.
When the threaded connection begins to loosen, the total torque required to overcome friction can be calculated as follows:

According to formula 3, a threaded fastener will only automatically loosen when the total torque M is equal to or less than zero.
In the case of a threaded connection subjected to a static load, the friction angle p is always greater than the lifting angle a, satisfying the self-locking condition. Therefore, the total value in brackets in Formula 3 will not be equal to or less than zero and the threaded fastener will not release automatically.
However, under dynamic loads such as vibration and impact, the normal pressure on the screw bearing surface can be instantly reduced or even equal to zero. When frictional restraint is lost, the nut may slide down the slope due to vibration, causing the nut to gradually loosen.
This is similar to a heavy object on an inclined plane, which will not slide down when it is not vibrating. But when it vibrates, it can slide down when the friction decreases or disappears.
This loosening is called self-loosening of threaded connections. After tens of thousands of vibration cycles, the anti-loosening frictional resistance of the threaded connection may be exhausted, leading to slight or complete loosening.
2. Common blocking methods
2.1 Destroy the relationship between pairs of thread moves
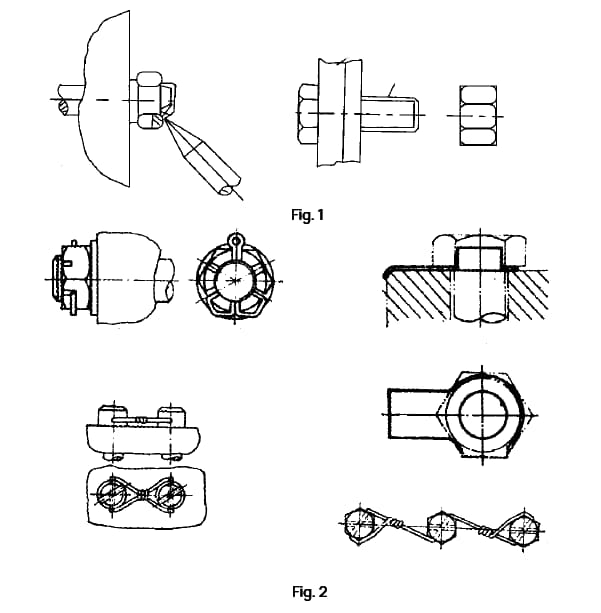
A reliable way to prevent loosening is to convert a detachable threaded connection into a non-detachable one using welding, gluing or punch riveting (see Fig. 1). This eliminates the movement characteristics of the threaded pair.
However, a disadvantage of this method is that it makes threaded fasteners useless and the process can be laborious.
This technique is often used in scenarios where disassembly is not necessary, but is essential to avoid looseness.
2.2 Locking with mechanical fasteners
One way to prevent loosening is to use mechanical fasteners to secure and lock threaded parts to connected parts, or threaded parts to other threaded parts. The effectiveness of this method depends on the strength of the mechanical fixings.
However, this approach has its drawbacks. The weight of the fastening connection increases and the manufacturing and installation process can be complicated. Furthermore, mechanical installation is not always feasible.
See Fig. 2 for common methods of locking mechanical fasteners.
2.3 Increase friction
The purpose of preventing backlash is achieved by increasing friction between the threads or between the bearing surfaces of bolts (bolts) and nuts, or both.
The biggest advantage of this method is that it is not limited by the use of space, and can be repeatedly assembled and disassembled several times, and can also be assembled mechanically.
Therefore, this method is the most used.
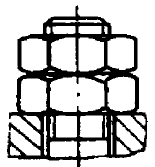
2.3.1 Double nut
To prevent loosening, tighten two nuts and bolts of the same height as shown in Figure 3.
The assembly method consists of first tightening the inner nut to 80% of the mounting torque and then tightening the outer nut to 100% of the torque.
This technique ensures a snug fit between the nut and screw thread, significantly increasing anti-loosening frictional resistance.
The utility model is characterized by its simple structure, convenient assembly and excellent anti-loosening effect.
However, the disadvantage is that the weight increases due to the presence of two nuts, meaning that more installation space is required.
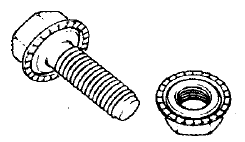
2.3.2 Locking nut and locking screw with toothed end
The lower ends of the nut and bolt heads are serrated or serrated. This is done to embed “serrations” on the surface of the connected parts when pre-tightening force is applied (see Fig. 4), which increases the frictional resistance between the contacts and has a good anti-looseness effect.
The premise of this method is to apply sufficient pre-tightening force to the fasteners, as without a large pre-tightening force there will be no resistance to anti-loosening friction between the end faces. However, this method cannot be used with washers and requires attention to reasonable hardness matching. Generally, the hardness of the fastened parts should be lower than that of the fasteners.
The disadvantage of this method is that the sawtooth under the end face can easily damage the surface of the connected part.
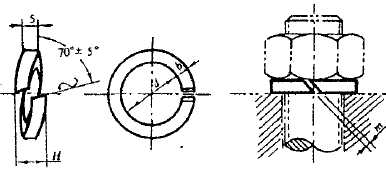
2.3.3 Elastic washers
Various types of washers are used in threaded connections, such as pressure washers, saddle-shaped or wave-shaped elastic washers, tooth-shaped pressure washers, among others (see Fig. 5).
The utility model relies on washer spring tension or frictional resistance generated by tooth warping to provide the locking function for the threaded connection.
This model has a simple structure, low cost and easy usability. However, it has a weak anti-loosening effect and is unsuitable for parts subject to severe impacts and vibrations.
2.3.4 Nuts and bolts with effective torque
The term “effective torque” refers to the amount of torque a nut needs to apply before it can tighten and turn on the bolt. In contrast to general threaded fasteners, which are allowed to rotate freely during idling before being tightened, effective torque type locknuts require considerable torque to rotate overhead.
There are two types of locknuts with effective torque: all-metallic locknuts and non-metallic insertion locknuts.
(1) Effective torque type all-metal fastening nut
This type of nut is created by throttling the top end of the nut into a non-circular shape or by slotting the top end of the nut to locally decrease the diameter of the fitting and create deformation. These changes increase the frictional resistance between the mating threads, resulting in a tight locking of the bolt and nut (see Fig. 6). This type of nut provides a good locking effect.

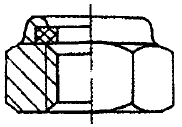
(2) Effective torque type non-metallic insertion clamp nut
The type of nut known as a nylon ring lock nut is embedded with a nylon ring on its upper end (see Fig. 7).
As the screw is screwed in, the internal thread causes the nylon ring to compress.
Nylon material, with its high elasticity and strength, provides substantial and stable friction resistance against the screw and has excellent shock absorption and vibration damping capabilities.
Consequently, this nut exhibits superior locking performance compared to all-metal lock nuts and has excellent anti-loosening reliability.
Additionally, the nylon material is resilient, making it suitable for repeated assembly and disassembly. Can be used with screws of varying precision and strength.
A disadvantage of the nylon ring locknut is that its use temperature is restricted by the temperature limit of the nylon material, which is generally between -50 and +100°C.
Excessive temperatures can soften the nylon material, while excessively low temperatures can make it brittle and accelerate aging, causing significant reductions in the locknut's mechanical and working performance.
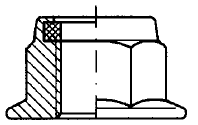
(3) Non-metallic insertion flange front lock nut
The nut shown in Figure 8 is a flanged nut with a non-metallic insert, which provides an increased contact area. This design combines the benefits of a non-metallic insert locknut and a flange nut, resulting in superior anti-loosening performance.
It is important to note that the temperature resistance of the nut is limited by the temperature tolerance of the nylon.
(4) Screw with pre-coated locking layer
A professional review of the following content was performed:
Screw or screw with a pre-coated locking layer refers to a threaded surface of a screw or screw rod coated with a layer of nylon or other macromolecular materials.
The locking principle of the bolt or bolt is similar to that of a locknut with a nylon ring.
As the bolt is screwed into the nut, the nylon layer in the thread profile is compressed and the extruded material fills the gap between the internal and external threads. This increases friction and achieves the purpose of locking.
However, it is important to note that there is currently no national standard for this product.
3. Application and review of anti-loosening methods
There are several methods to prevent loosening of threaded fasteners, which should be selected based on the specific situation in practical applications.
It is important to note that spring washers and flat washers (see Fig. 5), commonly used in the mechanical industry, are not ideal.
Statistics and anti-vibration tests of threaded connections have shown that the most effective anti-vibration and anti-loosening performance, and the longest anti-loosening service life, are achieved by using effective torque type non-metallic insertion locknuts and effective torque type locknuts with non-metallic insertion flange.
Even after prolonged exposure to intense impacts and vibrations, these nuts show no signs of loosening. Some foreign experts refer to them as “lock nuts that never loosen”.
A disadvantage of these nuts is that their operating temperature is limited by the temperature resistance of the nylon material.
Currently, these nuts are widely used in automobile parts that cannot withstand high temperatures.
It is hoped that with technological advances, better understanding and increased temperature resistance of nylon, these nuts will be used more extensively.







