
The forging die is a crucial tool in the forging process, which is a key factor in the production process. The die is considered a consumable accessory and its failure refers to the loss of its functional use during its specified useful life. The useful life of the die refers to the number of parts produced from the moment it is put into use until the normal wear and tear that leads to its consumption.
Premature matrix failure can result in production interruptions, increased costs, decreased market competitiveness and reduced economic benefits for the company. Maximizing die material performance, improving its quality and service life, and reducing production costs is a major concern in the forging industry.
This article focuses on the main causes of forging die failure and provides effective ways to improve its service life.
The manifestation of hot forging die failure
Hammer forging dies and machine forging dies are hot forming dies used in free forging hammers, forging hammers and presses. These are typical hot working dies that undergo mechanical and thermal stress during the working process. Mechanical stress comes mainly from impact and friction, while thermal stress is caused by alternating heating and cooling.
Due to the complex working conditions of forging dies, their failure can also be complex, including wear and cracks of the cavity part, thermal fatigue (thermal cracking) and plastic deformation of the cavity surface.
Figure 1 illustrates the various failure modes that can occur in different parts of the forging die cavity.
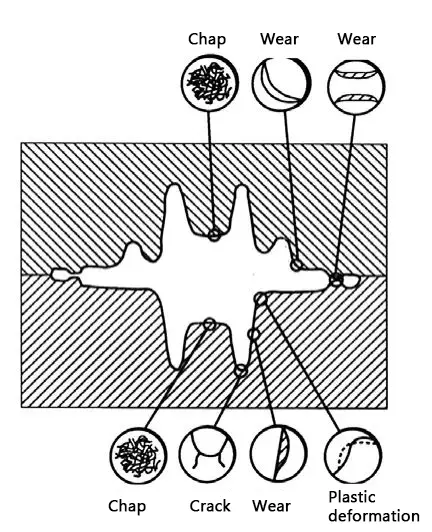
Figure 10 Working temperature and distribution of thermal stresses on the cavity surface.
(3) Improper selection of refrigerant/lubricant type.
(4) The surface temperature of the mold cavity is too high.
(5) Inadequate mold preheating.
(6) Improper selection of mold material.
(7) Heat treatment defects and surface treatment defects.
The corresponding countermeasures to improve thermal fatigue (cracking) are as follows.
(1) Prevent surface tempering and softening caused by excessive cavity surface temperature, which may reduce the thermal fatigue resistance of the die.
(2) Use appropriate and effective cooling measures to avoid excessive thermal stress on the surface and surface quenching and softening.
(3) Choose an appropriate mold preheating temperature, normally between 150 and 200°C, avoiding temperatures that are too high or too low.
(4) Select matrix material with high quality and excellent toughness.
(5) Implement a correct heat treatment process, such as using a suitable austenitizing temperature, a high quenching cooling rate and complete tempering, to avoid excessive thick layer of nitride and vein nitride during nitriding.
Plastic deformation (collapse)

Figure 11 Topographical characteristics of plastic deformation in hot forging die
When the forging die is subjected to a working stress that exceeds the yield strength of the die material, plastic deformation occurs. Figure 11 shows the typical morphological characteristics of plastic deformation caused by severe tempering and surface softening due to excessively high surface temperature of the die cavity.
Plastic deformation often occurs in parts of the die cavity that are subject to stress and heat, such as ribs and curvatures. The high temperature of the blank and the increase in temperature due to friction during the cavity deformation process (which is higher than the die tempering temperature) reduce the flow resistance of the die material and form a softened layer on the surface. In the deepest part of this layer, plastic deformations may occur, such as collapse of edges and corners or depressions in the deep cavity.
The main causes of plastic deformation of the forging die occur as follows:
- An excessively low blank temperature, leading to excessive flow stress of the blank material.
- Incorrect selection of die steel material, such as insufficient thermal resistance of die steel.
- An excessively high die temperature.
- Inadequate heat treatment process, such as low matrix hardness.
The corresponding countermeasures to improve plastic deformation are as follows:
- Heat the blanks to an appropriate starting forging temperature and maintain the temperature of the blank above the final forging temperature during the forging process.
- Choose matrix material with greater high temperature resistance and tempering resistance.
- Avoid excessive preheat temperatures and cavity surface temperatures during die forging.
- Implement appropriate heat treatment process to increase die hardness as needed.
Conclusion
The main failure modes of forging dies include cavity wear and cracking, thermal fatigue (thermal cracking), and plastic deformation of the cavity surface.
This article reviews the main forms of failure in forging dies and identifies their causes, offering solutions to avoid failures and providing reference for forging manufacturers.







