
1. Objective
Standardize production operating procedures for all of the company's zinc alloy die casting products.

2. Scope
This is applicable as an operational guide for both the company's in-house production and to support manufacturers producing zinc alloy die casting products.
3. Process Flowchart
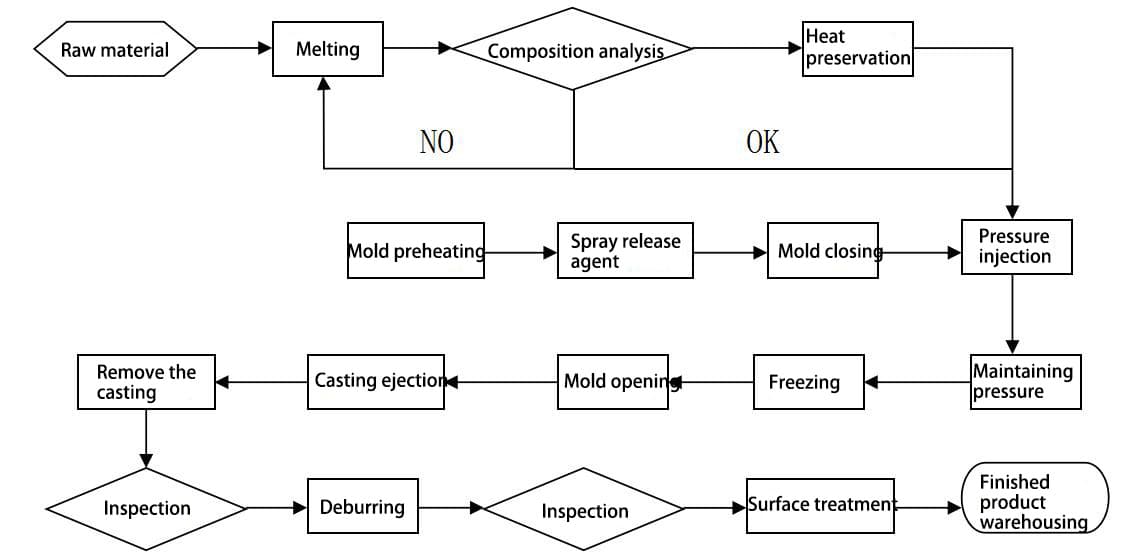
4 . Production Operation Procedure
4.1 Initially, the alloy casting temperature is set between 435°C and 440°C. After complete melting of the alloy, the temperature is adjusted to a holding range of 420°C to 430°C.
4.2 After the alloy is fully melted, the slag is removed and a composition test is conducted.
4.3 The alloy composition is controlled as follows:
| Element | Al | Ass | mg | Faith | Pb | Cr | Sn | Zn |
| Happy | 3.8-4.3 | 0.7-1.1 | 0.035-0.06 | <0.02 | <0.003 | <0.003 | <0.001 | Remaining |
4.4 Adjust the injection pressure to: 45-50 Kg/cm2; the injection speed is: 2.5m/s; mold filling time is 0.01s; the pressure increase time is: 1.5s; Cooling time is: 6s.
4.5 Preheat the mold to 150-200°C.
4.6 Apply the release agent and punching oil evenly, the ratio of original release agent to water is approximately 1:200.
4.7 Retract the ejection rod and perform the mold closing action.
4.8 After loading, perform injection action to fill the molten alloy into the mold cavity.
4.9 After the casting has cooled, eject the casting and remove it from the mold.
4.10 Inspect the casting for defects such as cold closing, porosity, short shot, bubbles, patterns, etc.
4.11 Remove the inlet channel, slag mouth, burrs, etc. of qualified castings.
4.12 Sandblast the surface of the casting and inspect before storing.
5. Production precautions
5.1 Ensure that alloy cast ingots are stored in a clean, dry area.
5.2 The proportion of new material in relation to recycled material must not exceed 50%.
5.3 Strictly follow safety operating procedures.
5.4 Clearly mark qualified and unqualified products, differentiate strictly.
5.5 Use labor protection equipment during the production operation process to ensure safe production.
5.6 At the end of production, carry out protection and cleaning work on machines and equipment.







