
1. Effect of defocus on laser welding
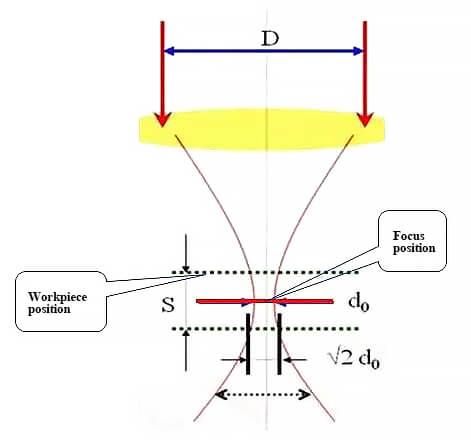
Blur is the term used to describe the distance between the surface of a workpiece and the focal point.
When the focal point is above the workpiece, this is called positive defocus. On the other hand, when the focal point is located below the workpiece, this is called negative blur.
2. Selecting the amount of blur
The power density at the center of the laser focus is very high, making it susceptible to evaporation into holes. The power density distribution is relatively uniform in each plane away from the laser focus.
In theory, when the distance between the positive and negative defocus planes and the welding plane is equal, the power density in the corresponding plane should be approximately the same.
However, in practice, this results in different penetrations and weld shapes. During negative defocus, the internal power density of the material is higher than that of the surface, which leads to stronger melting and vaporization. This allows light energy to penetrate deeper into the material, resulting in greater penetration.
3. Influence of defocus on welding
The amount of blur should be negative 1-2 mm.
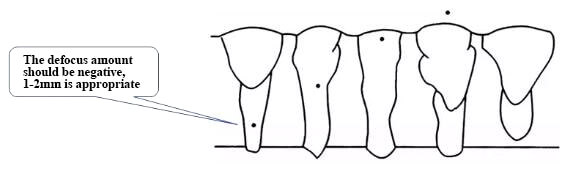
Effect of defocus on weld shape
The material to be welded is stainless steel, 6mm thick, with a power of 5kW and a welding speed of 96cm/min. As the amount of defocus decreases, the penetration increases and enters the deep penetration welding phase.
On the other hand, when the amount of defocus is large, penetration is minimal and the weld is in the heat conduction phase.
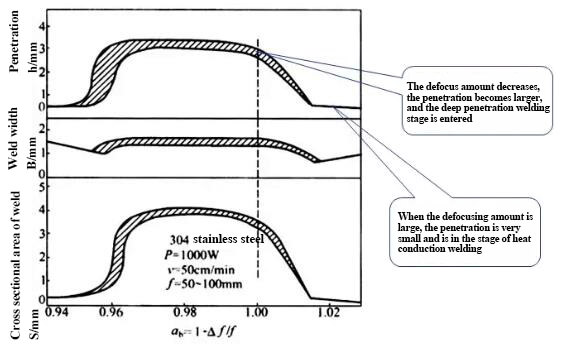
Effect of defocus on weld penetration, width and cross-section
4. Summary
The amount of blur refers to the distance between the focus and the surface of the workpiece. If the focus is positioned above the workpiece, it is considered positive defocus. If the focus is positioned below the workpiece, it is considered negative blur. Negative defocus is advantageous for increasing weld penetration.
Influence on welding quality.
Laser welding typically requires a specific amount of defocus because the power density at the center of the laser focus is very high, making it susceptible to evaporation in holes. The power density distribution is more uniform in each plane away from the laser focus.
According to the theory of geometric optics, when the distance between the positive and negative defocus planes and the welding plane is equal, the power density in the corresponding plane should be approximately the same.
However, in reality, the shape of the weld pool is different. When using negative defocus, deeper penetration can be achieved due to the molten pool formation process. Experimentally, negative defocus is used when a deep penetration depth is desired, while positive defocus is used when welding thin materials.







