
Compared with ordinary carbon steel, the stainless steel welding process and technical requirements for welders should be more stringent, and the appearance of the weld should be of utmost importance.”
Here is the revised version:
Compared to common carbon steel, welding stainless steel requires more rigorous processes and requires greater technical skills from welders. Furthermore, the appearance of the weld is crucial and must be of the highest quality.
As for my personal views and opinions, based on my welding experiments using manual, automatic and argon arc methods, I have found that welds can be classified into:
1. Silver white

2. Golden yellow
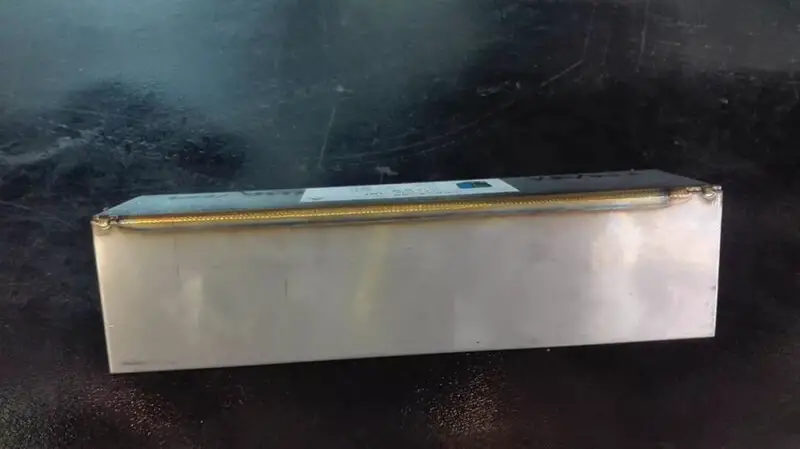
3. Five colors (golden yellow+blue);
4. Blue;
5. Dark blue;
6. Black gray (with shine);
7. Dead black ash.
The quality of the weld color is inseparable from the parameters of the welding process and the technical level of the welders.
The main problems are:
1. Cleaning the groove before welding;
2. Purity and flow rate of the shielding gas;
3. Welding current size;
4. Quality of welding materials;
5. Number and layers of welds;
6. Welding speed;
7. Interlayer temperature control;
8. Control of heat input.
When the conditions of the welding process are met, the weld should have a silvery-white appearance and the physical and chemical values of the weld should also be the best.
For automatic submerged arc welding equipment, welding parameters and heat input must be strictly controlled.
In fact, the different thicknesses of each welding require a reasonable match between welding current, voltage, welding speed and wire feeding speed.
Welding is like acting. The main actor and supporting role must achieve 100% tacit understanding to achieve the greatest effect.
For example, parts with the same material but different wall thicknesses require different welding parameters.
If the parameters are too large, intergranular corrosion may occur, resulting in chromium depletion. In severe cases, cracking may occur and the color may become ugly.
Based on experience, silver-white and yellow solders are acceptable, with silver-white being best.
Multicolor welds can produce intergranular corrosion and poor chromium, resulting in chromium carbide, which causes stainless steel to lose its corrosion resistance and stain resistance.
There is no specific color name to indicate welding quality other than blue and dark blue.
In practical welding, process parameters cannot be applied strictly as they vary with different factors such as ambient temperature, weld thickness and size, and welding speed.
For welding large weldments with thicker walls, a higher current is required.
Related Reading: Wire Feed Speed and Welding Current
Multilayer and multipass welding should be used if necessary, and the temperature between passes should be controlled to ensure welding quality.
Without proper precautions, the appearance of the weld may be excellent, but the interior may not meet welding quality standards.
When employing multilayer, multipass welding, welding of the lower weld bead can be performed after cooling the previous weld bead, producing better results.
During automatic welding, the welding speed and wire feeding speed must be matched with the corresponding current and voltage to obtain the best welding effect for a given welding.
To maintain optimal weld quality, welding speed, current, voltage, and heat input must be adjusted as needed when welding speed, current, or wire feeder speed changes. Welding speed should be chosen based on the melting point of the metal and the quality of the weld to ensure the best result.
When argon arc welding is adopted, the following points must be observed:
- The cleaning process before welding must strictly follow the welding procedure specifications.
- The argon used for welding must meet the requirements for welding stainless steel.
- The nozzle diameter must be increased appropriately to ensure adequate protection during welding.
- For fast welding, use a small current short arc rocker arm.
- After connecting the arc and the weld pool has completely cooled, remove the welding gun.
- Heat input must be strictly controlled. Furthermore, the work environment is also critical. Air and dust in the welding environment can affect the cleanliness of the welding surface, the technical proficiency of the welder and the quality of the welding wire.







