

Electropolishing is a technique that can be used on a wide variety of alloys, copper, stainless steel, carbon steel, titanium, stainless steel and metal surfaces and more. To remove a coating of surface material from the metal surface, this “reverse plating” method uses a rectified current and a phosphorus-based electrolytic bath. This technique improves the surface finishing process by up to 52%.
Furthermore, the electropolishing technique removes excess surface material and makes any type of surface smoother. Mechanical polishing is a surface finishing process that uses abrasives to smooth and polish a surface. This means the surface conditioning is consistent and meets ASME BPE and ASTM B912 criteria.
What is electropolishing?
Electropolishing is also known as electrolytic polishing. This is a polishing process. Compared to mechanical polishing, electropolishing involves electrochemical polishing of a metal part. For example, after electropolishing a steel part, the irregular “bumps” and “burrs” on the surface of the metal are flattened or removed. Electropolishing is also used to passivate and deburr metal parts.
What is mechanical polishing?
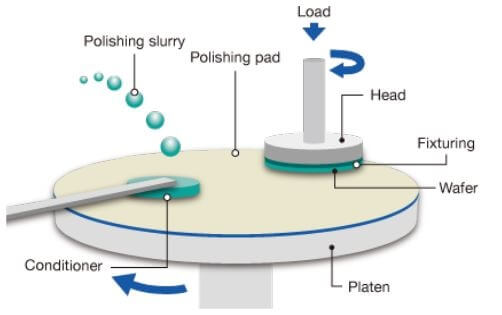
Mechanical polishing is the process of making the surface of a part smooth and shiny mechanically rather than chemically. If you examine an unpolished part under a microscope, you can see that “bumps” are visible on the surface. After the piece is polished, these “bumps” become smaller. Mechanical polishing is also a polishing process that uses abrasives such as sandpaper. We usually start polishing with coarse-grit sandpaper and then gradually move to fine-grit sandpaper.
Important considerations for mechanical polishing
Mechanical polishing guarantees a good surface profile in low and high purity applications. However, mechanical polishing not only does not eliminate inclusions, it tends to push them deeper into the surface and even make them worse as it tries to absorb additional abrasives, potentially leading to new areas of corrosion.
Additionally, the mechanical finishing process removes contaminants that appear on parts and creates shiny surfaces. The electropolishing process, on the other hand, creates a completely structureless surface. It presents the true crystalline structure of the metal without the distortions caused by the cold working process, always visible in mechanical finishing processes.
How does electropolishing work?

For electropolishing to work, the following items and conditions are absolutely necessary:
- electrolyte
- cathode
- anode (an electropolished piece of metal)
- Electrolyte temperature (normally 77°C – 83°C)
- Duration of placement in electrical current
- The electrical current density (varies depending on the electrolyte; typical range is 140 to 250 amps per square foot)
It involves immersing a metal part in a temperature-controlled electrolytic liquid (generally 77°C – 83°C) and acting as the anode, while another metal part is also immersed in the same electrolytic bath and acting as the cathode. The cathode and anode are connected by a DC power supply. When power is turned on and current flows from the anode, a layer of the anode is oxidized and dissolved in the electrolyte and subsequently moved to the surface of the cathode.
Simply put, a thin layer of metal is chemically removed from itself. The electropolishing process can be considered the opposite of electroplating, which involves applying a thin layer of metal to its surface.
Furthermore, the electrolytes used for electropolishing are typically concentrated acid solutions. It is usually a mixture of sulfuric acid and phosphoric acid.
Important considerations for the electropolishing process

1. Surface condition of the workpiece
Some surface issues may result in less desirable electropolishing results. These problems include the content of non-metallic components in the metal, poor annealing, coarse-grained surfaces, insufficient cold reduction, or excessive cold working.
2. Process controls
The electropolishing process must be controlled and standardized to obtain the best result. Lack of process controls results in inferior and unstable low-quality products.
For example, when electropolishing stainless steel, it is important that the correct electrolyte is used and that the temperature of the electrolyte is monitored and maintained at a specific level. Other factors such as acid concentration, metal content and supply of clean, ripple-free DC power are also very important and must be closely monitored throughout the process.
It takes many years for a technician to master the art of electropolishing. It is not an easy task to adjust the cathode for optimal polishing, especially in inaccessible corners or recesses. Furthermore, to avoid defective electropolished surfaces such as gassing streaks, scratches and similar stains, it is very important to know when, where and how to move the solution or move the workpiece.
The advantages of electropolishing

Improve corrosion resistance
Electropolishing can create a corrosion-resistant layer on the surface of the part, as electropolishing removes possible iron residue and therefore the surface of the part does not come into contact with air and cause corrosion.
Get better surface quality
Because electropolishing removes an even layer from the workpiece, the surface is free of dirt or other contaminants. Mechanical polishing is often performed by human hands. Therefore, a uniform layer cannot be removed from the workpiece later.
Can polish micro areas
There are many small areas, such as the inside of a hole, undercuts, and small gaps that cannot be reached by mechanical polishing. Electropolishing, on the other hand, can polish virtually every corner and color of a piece.
Some more advantages
Deburred corners of metal parts can have jagged edges, which can be dangerous in some applications, such as medical applications. To ensure a smooth surface, components must undergo metal polishing, such as electropolishing, which removes a uniform layer at a microscopic level.
Electropolished metal objects have an ultra-clean surface that cannot always be achieved through mechanical polishing processes. Electropolishing, unlike mechanical polishing, removes an even layer of surface material to produce a smooth, dirt-free appearance. This is a clear advantage of electropolishing.
How to choose between electropolishing and mechanical polishing

Mechanical polishing improves metal surfaces or metal parts by reducing surface roughness and producing a smooth surface. Additionally, almost all types of materials, including stainless steel alloys, aluminum, metal surfaces and even mirror finishes, are improved by mechanical polishing. Mechanical polishing processes are useful for metal parts after metal welding.
However, if you want to remove burrs or eliminate scratches through polishing, electropolishing is a good solution. And when a large number of metal parts require better surface finishing, electropolishing helps to improve the production process.
Additionally, if there are few prototypes, manual or mechanical polishing is a better solution, as the cost of electropolishing a prototype is quite high and suppliers offering this service often require a minimum order quantity.
Concluding
Both electropolishing and mechanical polishing play an important role in giving the finishing touch to any type of metal. Both techniques also help hide scratches. Compared to passivation, electropolishing helps improve the corrosion resistance of stainless steel by increasing the chromium/iron ratio by 4%, resulting in a 30-fold increase in resistance.
In short, mechanical polishing never produces dangerous chemical reactions and processes both metal and plastic. Electropolishing can improve corrosion resistance and help polish a large number of metal parts.
Therefore, knowing the differences between electropolishing and mechanical polishing, choose the most suitable finishing service for your project according to your needs and budget.







