
Z-flex
Definition: The bending process in which a material is bent in a zigzag pattern is known as Z-bending.
Standard bending process range:
The height of the Z bend must be greater than the sum of the V groove apothem and the thickness of the material to be bent.
H > T + V/2
The minimum processing size is determined by the machine model used, while the maximum processing size is limited by the shape of the machine table.

Z-folding procedures
1) Process the L-bend using the processing method for L-bends.
2) Position the edge of the L-fold and process it into a Z-fold (or process it into a Z-fold by positioning the other side of the L-fold).
Part positioning principles for Z-bending
- Positioning premise: convenient and stable positioning.
- Generally, the positioning is the same as the L curve.
- Secondary positioning requires that the workpiece and bottom die be positioned flat during bending.
Matters need attention for Z flexion
1) The bending angle of the L-turn must be accurate, generally between 89.5 and 90 degrees.
2) The back gauge must be pulled back to prevent the workpiece from deforming during processing.
General Z-bending processing methods
- The processing sequence must be considered as shown in the following figure, first fold 1 and then fold 2.
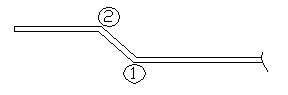
- First fold to form an L fold, then process to form a Z fold (if it interferes with the machine's working table, first fold 1 to form a large angle, then fold 2 and press 1)
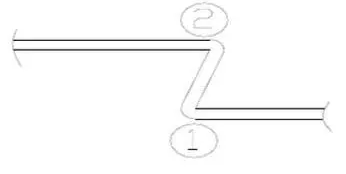
- Using two acute angles to form the Z fold: first fold at a right angle, then insert 2, then insert 1
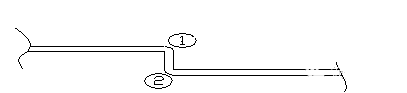
1) If there is a collision, first fold 1 to form a large angle, then fold 2 and press 1.
2) if there is no collision, according to the general Z-fold processing method, first fold 1 and then fold 2.
For this type of processing, considering positioning and interference, curve 2 is first bent by 90 degrees, then inserted into depth 1, and then depth 2 is supplemented.
Z bending special processing method
- Definition: Z-folds that cannot be completed under general Z-fold processing conditions and require special methods to be processed.
- Special processing methods
1) Centerline separation method (lowest die eccentricity) – for sample processing;
2) Forming with a small V-shaped die – for mass production (the premise is to add a coefficient);
3) Processing with rectified lower die – applicable in all cases.
- Other processing methods
1) Offset die processing – applicable for mass production within the pitch difference die processing range.
2) Soft die molding – applicable for mass production.
N-fold
Definition: Continuously process the same machining surface twice to form N bending
Precautions for N-bending processing
The angle of the first turn must not exceed 90°.
The back gauge for the second bend must be set based on the machined surface.
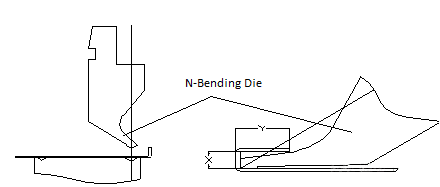
N bending special processing method
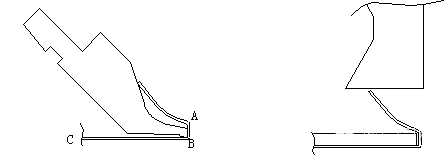
If there is a slight interference with the upper punch after the N-bending of Y size, the material should be flattened using a hemming die after the N-bending process.
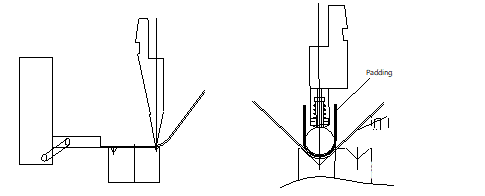
If there is significant interference with the upper punch after bending N of size Y, the material must first be bent to the collision position after the A bend pressing line, then positioned at point C and bent at point B. Finally, a Hemming die and padding must be used to shape the material.
Processing using punch and die.

Arc Processing
Arc processing can be divided into two categories: circular cutting with bending template and circular cutting with arc knife.
Bow knives come in two varieties: fixed and adjustable.
Precautions
A: When machining with a 90° low die, there may be insufficient machining, in which case it is necessary to manually push the mold or, if possible, use an 88° low die.
B: Use a measuring device to check the dimensional accuracy of the workpiece.
C: When processing a 90° arc, the lower die must have a radius of 2 (R + T).







