
Experts use numerous CNC milling techniques to get the most out of their CNC machine, depending on the size, shape, features and material of the part being machined. One such technique used in the machining industry is the use of different cutting methods, namely down milling and reverse milling. Using the correct cutting method for a specific application plays an important role in the success of your machining. To put everything into perspective, below are the definitions of each procedure:
Up milling

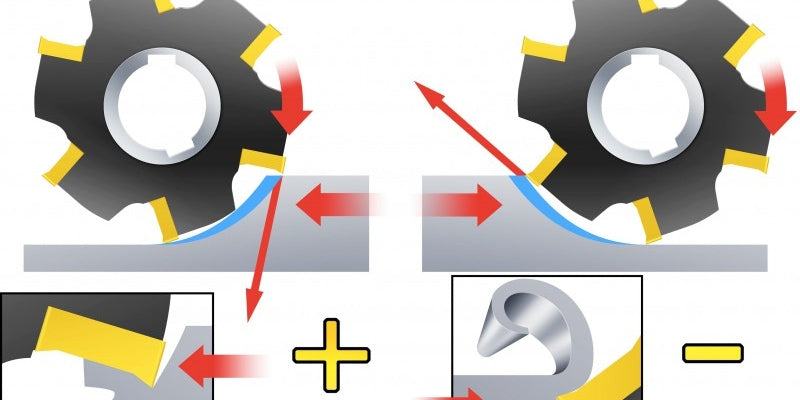
Also known as downmilling. In this method, the workpiece is guided in the same direction of rotation as the cutting tool, resulting in a downward cutting force. The cutter's engagement with the workpiece at its entry cuts as much material as possible and then gradually comes to zero as the cutter rotates. When the feed and rotation direction of the cutting tool are in the same direction, there is less resistance between the cutter and the workpiece. This can mean less heat generation during the machining process.
Reverse milling

Also called counter milling. This approach is known as the traditional milling method, in which the workpiece is guided against the direction of rotation of the cutting tool, creating an upward cutting force. The cutting tool is pressed against the workpiece during engagement, which creates relatively high friction and, in turn, generates more heat. In contrast to up-cut milling, in up-cut milling the cutter starts to remove the minimum material until it gradually removes the maximum material as it rotates.
What is the difference between up milling and plunge milling?
These two processes differ in the type of delivery. For further explanation, a comparison of differences in tooth engagement, chip evacuation, cutting forces, cutter wear, and cooling is provided below.

1. Dental engagement
Due to the opposite cutting direction when milling backwards, the chip load on the teeth is minimal. This means that the chip width increases from zero to a maximum when a tooth engages the workpiece. In down milling, on the other hand, a tooth on a cutting tool begins cutting a chip of material from maximum to zero as each tooth engages the workpiece.
To ensure an excellent surface finish, it is important to obtain the smallest possible chip thickness at the end of the cut. For this reason, back milling is preferred for roughing and down milling is preferred for finishing.
2. Chip removal
Another difference we need to know between these two milling processes is that the resulting chips separate from the workpiece differently. During reverse milling, chips are released upwards, while during down milling they are released downwards. This means that during up milling, chips can accumulate in the cutting zone and become clogged or carried along with the cutting edge during the milling process, resulting in compromised surface finish. With down milling, on the other hand, the chips come out of the workpiece easily and without major interruptions in the cutting process. For this reason, downmilling is considered more suitable for chip management.
3. Cutting forces
Regarding the entry and exit of the cutting tool in both methods, the cutting force also varies in the two milling methods. The cutting force in reverse milling starts from zero and goes to maximum, while in down milling it varies from maximum to zero. Due to the way the material is cut in down milling, relatively low energy consumption can be achieved with CNC milling.
Furthermore, when milling backwards, the cutting force is directed to the opposite side and tends to lift the part from its fixture. On the other hand, in down milling, the cutting force is directed downwards, so the workpiece fixture is secured and the risk of the workpiece being torn off is reduced.
4.Cutter wear
Because reverse milling involves cutting in the opposite direction, there is more friction, which leads to a greater risk of wear on the cutting edge. However, with synchronous milling, tool wear is kept relatively low because the material is cut in the same direction as the feed.
When should back milling be used and when should up milling be used?
When it comes to CNC milling, both down milling and reverse milling offer an advantage depending on the situation and application. Below are their benefits and the circumstances in which they are best used:
Advantages of reverse milling
Back milling or counter milling is the traditional method of reverse milling when machines were not yet equipped with backlash eliminators. The opposing forces in this approach eliminate errors that can be caused by machine backlash.
This milling method is preferred when it comes to strict roughing requirements for parts made of strong and brittle materials (e.g. hardened, cast or forged). In addition to rough machining, machinists tend to choose back milling as a cutting method when cutting large, thin-walled surfaces. The reason for this is to minimize deflection due to opposing forces during cutting.
Advantages of synchronous milling
Over time, the technology behind CNC milling machines has evolved. Backlash eliminators are integrated into their mechanisms, allowing machinists to utilize downmilling in their processes.
Climb milling is considered the most efficient method of machining parts under normal circumstances because it generally:
● Stress on the cutting edge is reduced, resulting in less tool wear and longer tool life.
● The cutting technique (from thick to thin) creates a smooth surface.
● Less heat is generated than in reverse milling.
● Less critical fixation is required.
● Chip removal is better.
Despite all these advantages, there are some things you need to pay attention to when milling. This includes machine clearance and cutter or workpiece deflection.
University Degree:
Up milling and back milling are different approaches to providing CNC milling services, and both offer an advantage in a specific situation or application. The fundamental difference between the two is the cutting and feeding direction. In down milling, the material is fed in the same direction as the cutting tool rotation. In reverse milling, on the other hand, the material is fed in the opposite direction to the rotation of the cutting tool.
From the above discussion we can draw the following conclusions:
● Up milling is the preferred method when a smooth surface is desired, while back milling is used for roughing.
● Climb milling produces better heat, the load is lower and chip removal is better.
● Back milling is a good technique when it comes to minimizing backlash and machine deflection.







