

Sheet metal fabrication is one of the most popular processes for creating prototypes and production parts. It helps produce a variety of long-lasting parts, from low-volume prototypes to high-volume production parts. This process is commonly used in a variety of industries, including automotive, aerospace, and construction.
There are many different types of sheet metal manufacturing processes, but each can have its own flaws. In this blog post, we will take a look at some of the most common mistakes in sheet metal manufacturing and their solutions in various processes.
What are sheet metal processing processes?
Sheet metal manufacturing processes involve altering the original shape of a sheet of metal to produce a drawn part of the desired thickness. They can be divided into three main categories:
Cut
Sheet metal cutting processes can be divided into those with application of shear forces (e.g., shearing, punching, cutting) and those without application of shear forces (e.g., laser cutting, plasma cutting, jet cutting of water).
Education
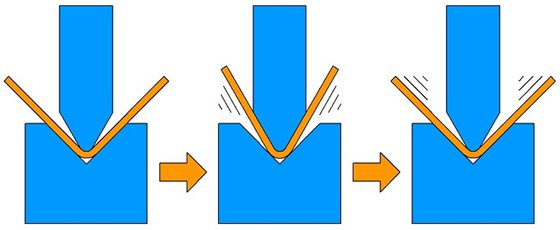
During the forming process, sheet metal is bent into the desired shape. Forming processes include free bending, stamping and forming.
accession
Various sheet metal components are brought together to create the desired product. Joining methods include welding, soldering, riveting, bolting and the most common method – using seam joints.
As with any other manufacturing process, various defects can occur in final products, which can affect their productivity, quality and characteristics. Here are some common defects in the sheet metal processing process and how to fix them.
Sheet metal cutting/shearing errors and solutions
When cutting sheet metal, a significant amount of force is applied to the sheet metal, which eventually causes it to break into pieces. The most common cutting method is shearing, which involves applying a shear force greater than the maximum shear strength of the material, causing it to fail and separate at that point.
The most common defects include:
1. Burrs and deformed edges
Burrs are sharp, irregular pieces of metal that stick to a cut piece of metal. They are usually caused by dull blades or their incorrect positioning. Too large a gap between the blades will cause them to rip instead of shear, while a smaller gap will prevent the blades from cutting into the material, creating burrs.
Incorrect clamping pressure or incorrect positioning of the blades can also result in warped edges.
To avoid this, you can consult the cutter manual to determine the correct distance and clamping pressure depending on the type and thickness of the material.
2. Twist
Upon completion of a shearing operation, the metal may have twisted along its axis. This is caused by cutting strips that are too narrow or using the wrong tilt angle. This can be avoided by adjusting the inclination angle depending on the properties, geometry and cutting parameters of the sheet metal.
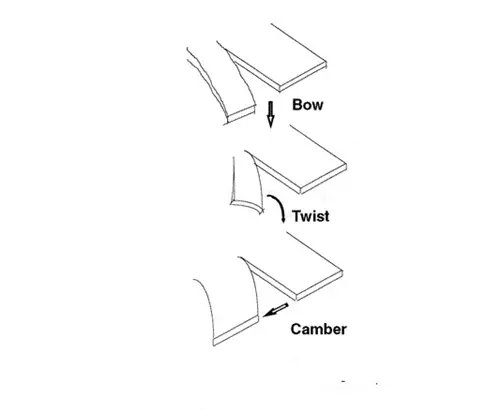
3. Bias
Bulging is observed when the sheet metal part has a different thickness across its width. This occurs when it moves in a horizontal direction but does not rotate or lift at the edges. The result is a concave, convex and triangular-shaped metal. This defect can be minimized early by changing the direction of the metal grains and changing the inclination angle.
4. Curvature
Curvature occurs when edges protrude slightly from the plane due to inadequate shear. It often occurs on long, narrow, thin leaves. To avoid this, the angle of inclination must be reduced as much as possible and the sash must be held with a backrest.
Sheet Metal Stamping Errors and Solutions
Sheet metal stamping is a cold forming process in which an impression is punched into a metal part using a die in a press, creating a plastic deformation. This process can also be accompanied by other molding tools to obtain a finished part or as an intermediate step.

1. Divisions
As metal layers exceed their processing limits, they sometimes become thinner until the flat layer cracks at the weakest point. Such defects are called “throttling” or “splitting” in the sheet metal stamping process.
To ensure this does not happen, the sheet metal must be analyzed using forming simulation software before starting the process. Additionally, studying mold radius and depth settings, material type and thickness, and heat treatment techniques can also help avoid these defects.
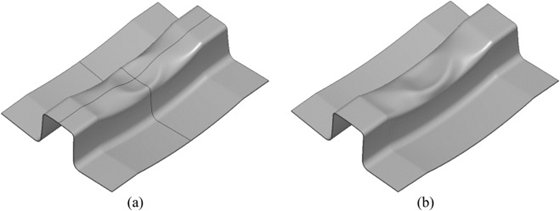
2. Wrinkles
As the compressive stresses exerted by the processing equipment press the sheet metal onto itself, the linear force is pushed inward until a bent flange is created and the internal geometry is damaged.
Such defects can be resolved by stretching or pulling the sheets rather than shaping them. Additionally, beads, bows and pads can be used when the sheet metal has a complicated geometric profile. Additionally, the beads help control the flow of metal into the die cavity.
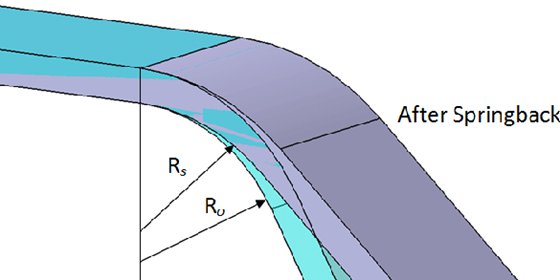
3. Elastic return
If the bending radius falls below the value specified by the bending device, the desired shape will not be achieved. This is called springback or deviation of the final part due to a faulty process.
To correct these deficiencies, perform an overflexion or overcompensation adjustment. However, this does not eliminate the elastic deformation error because the stiffness of the part is increased by positive deformation.
Sheet Metal Bending Errors and Solutions
Sheet metal bending is an important process in sheet metal processing because it allows the production of a variety of part geometries without tools and enables fast delivery times, high repeatability and automation. Additionally, products can be made from a single piece of metal using plastic deformation, rather than joining multiple pieces together by welding or riveting. This results in lower costs, greater strength and easier assembly.
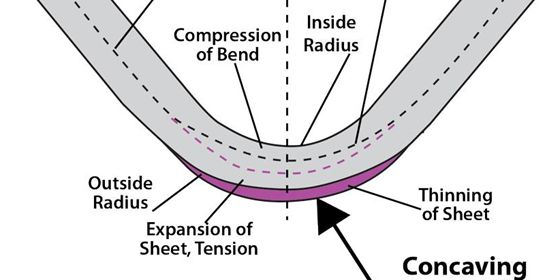
1. Cracks in the bending angle
The two main reasons for cracks in drawn parts are lack of flexibility of the metal and too small a radius of curvature.
To prevent these defects from occurring, use softer metals or increase their formability by heating and then cooling slowly.
2. Unstable bending angle
The main causes of such defects are insufficient material pressure and uneven bending pressure, which causes uneven compression buckling. Asymmetric rounding of convex-concave matrices can also contribute to this problem.
To solve this problem, increase the lifting force and compensate for the gap in the convex-concave rounding of the die.
3. Hole deformation
The position of the hole may be deformed by the friction between the concave surface of the die and the outer surface during the bending process.
Such defects can be corrected by increasing the pressure of the ejector plate or adding a hard point to this plate to increase the friction between the mentioned surfaces so that they do not slip.
4. Irregular concave bottom
Such defects are usually caused by the use of an ejector, too little force, or uneven material.
Therefore, make sure the ejector is adjusted to the correct force or removed completely and that the material is level before beginning the bending process.
5. Fold not parallel to the center of the holes
This defect is caused by the bend height being below the minimum bend height limit, causing the bend to stretch and distort.
Such defects can be eliminated by simply increasing the height of the bent part or material.
Sheet Metal Welding Errors and Solutions
Welding is often used to join two or more pieces of sheet metal. Whether MIG welding (metal arc welding), TIG welding (tungsten arc welding), metal arc welding (SMAW) or cored wire welding (FCAW), numerous errors can occur if the correct technique is not used.
The most common mistakes when welding sheet metal include:

1. Splashes
Spatter occurs when drops of molten material form near the welding arc. They are usually caused by high currents, incorrect polarity, or inadequate gas shielding.
To avoid this, reduce the current and arc length and increase the angle between the torch and the plate. Cleaning the gas nozzle can also be helpful.

2. Porosity
These defects occur when hydrogen, nitrogen and oxygen are absorbed into the weld pool. When they solidify, they become trapped in the weld seam. Grease, moisture, paint and rust can also cause porosity.
To avoid this problem, make sure the edges of the panel are clean and dry, use fresh welding materials, and check the welding torch for leaks.

3. Undercut
Undercuts occur when high voltages or long arc lengths are used. The use of an incorrect electrode or one that is too large in relation to its thickness, as well as the high speed of movement of the torch, can also cause this problem.
Such defects can be avoided by using the right size electrode, ensuring that the torch is moved slowly, and avoiding holding it close to the vertical plate when performing a horizontal fillet weld.
4. Cracks
Cracks can form in the weld when internal stresses are greater than the strength of the weld or the base metal (or both). They can spread over time and therefore need to be treated immediately.
These defects can be avoided by carefully cleaning, sanding, grinding and deburring the edges of the metal plates so that they fit together tightly. Ensuring the correct temperature when reheating both sides of the joint is also helpful.
Other Common Defects in Sheet Metal Surfaces
In addition to sheet metal forming processes, other common defects can also occur during the manufacturing process.

Some of the most common include surface scratches, contamination, dents, and punctures. Furthermore, non-uniformities may occur due to high tensile stresses or compression dents during the sheet metal processing process.
Controlling these defects is sometimes difficult and often requires special attention during the process.
Worried about sheet metal defects? WayKen is here for you
In summary, sheet metal plays an important role in the manufacturing industry due to its ability to undergo a variety of processes. Various defects can occur during processing that affect its usability. If you've probably gained the basic knowledge about sheet metal defects through this article, you can now let a professional service take care of the rest!
Common questions
What is the difference between sheet metal, sheet metal and metal plate?
When the thickness of a metal part is less than 0.2 mm (0.0079 inches), it is called sheet metal. If the thickness is between 0.2 mm and 6 mm (0.25 inches), it is considered sheet metal. If the thickness is more than 6 mm (0.25 inches), it is a board.
What are sheet metal defects?
Sheet metal defects are defects that can occur during the manufacturing process. These errors can be caused by various factors, such as incorrect material selection, inappropriate tools, or improper operations.
Is reworking defective sheet metal parts common?
Reworking defective sheet metal parts is a common practice in many industries. The reasons for this can be varied, such as incorrect dimensions, damaged material or poor quality control. In most cases, it is cheaper and faster to simply rework the part than to replace it completely.







