
The CNC press brake is used to finalize the bending of metal sheets. The backstop positioning system, ram bending depth and automatic work table deformation compensation are all controlled by the CNC system.
The CNC press brake offers a variety of operation modes and can maintain the synchronous speed of the ram position parallel to the workbench under three different conditions: no-load speed, working speed and return speed. This results in highly accurate positioning at the end of the stroke.
CNC press brake is widely used in various industries, including automobiles, shipbuilding, containers, cranes, engineering machinery, construction institutions, metal structures and bent lamp poles for super long components in power poles. It is composed of frame, ram, work table, oil cylinder, hydraulic proportional servo system, position detection system, CNC system and electrical system.
To operate the press brake, the operator steps on the pedal at the operating station. The ram then quickly moves from top dead center to the speed change point at no-load speed, controlled by the numerical control system and hydraulic servo system (also known as the safety braking point). This is the conversion point between the no-load speed and the working speed of the ram, and its position can be adjusted.
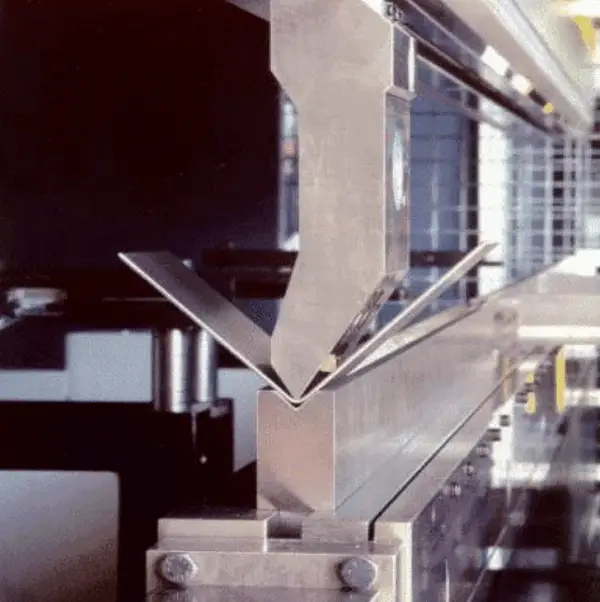
The ram continues to move downward at the working speed and reaches bottom dead center (also known as end of stroke, the position of which can be adjusted). This completes the positioning of the stroke end and pressure is maintained via the servo hydraulic system. The plate clamped between the punch and the die forms the required angle and then the ram quickly returns to top dead center.







