
During fusion welding, a series of changes from the molten state to the solid state occur in the weld due to the action of the welding heat source.
Furthermore, the structure and properties of the base metal on both sides of the weld that are not fused are changed as a result of the influence of welding heat transfer.
There is also a transition zone between the base metal and the weld that is distinct from both the weld and the base metal and can greatly impact the performance of the welded joint.
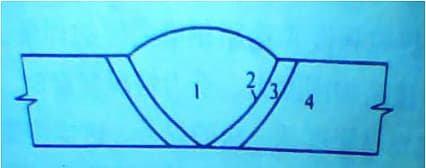
1 – Welding seam
2 – Fusion Zone
3 – Heat affected area
4 – Base metal
1. Fusion zone structure and performance
The “Fusion Zone” refers to the region where the solder joint transitions to the Heat Affected Zone (HAZ) in a welded joint. This area is very thin and may be difficult to identify even under magnification.
One of the internal defects of steel is known as “Overheated Structure”. This metallic structure is characterized by its large grain size, which forms when the heating temperature exceeds AC3 for a prolonged period or when the temperature remains high.
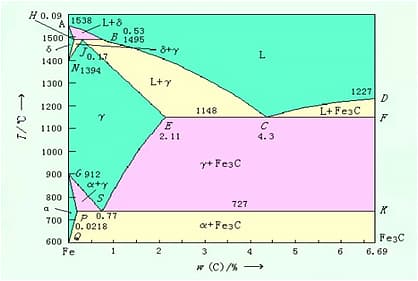
The temperature within the Fusion Zone lies between the solid and liquid phase lines on the iron-carbon alloy state diagram. In this area, the metal is partially molten, known as the “Semi-molten Zone”, and has very large grains. After cooling, the resulting structure is a coarse, superheated structure with low plasticity and toughness.
Due to the obvious chemical and structural heterogeneities within the Fusion Zone, it is often the source of local brittle cracks or failures in welded joints and represents the area with the lowest neutral energy of the welded joint.
2. Welding thermal cycle
The process by which the temperature of a point in a weld changes over time under the influence of the welding heat source is known as the “Welding Thermal Cycle”. This term refers to a specific point in welding where the heat source is nearby.
During the Welding Thermal Cycle, the temperature at the point increases until it reaches its maximum value. As the heat source moves away, the temperature gradually decreases back to room temperature. This process can be represented by a curve.
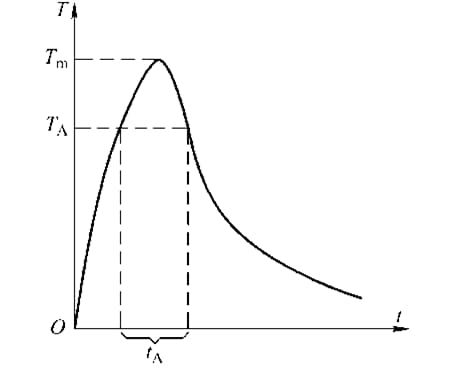
Welding thermal cycle curve
- T eu – maximum heating temperature
- T A – phase transition temperature
- t A – residence time above the phase transition temperature
3. Structure and properties of the zone affected by welding heat
The “Welding Heat Affected Zone” (HAZ) refers to the region where the metallurgical structure and mechanical properties of the base metal are changed as a result of exposure to heat (but not melting) during the welding process. The characteristics and properties of HAZ are a reflection of the properties and quality of the welded joint.
For low-carbon steels and low-alloy high-strength steels with minimal alloying elements, the heat-affected zone of welding can be divided into “superheated zone”, “normalization zone”, “incomplete recrystallization zone” and “ of recrystallization”. Zone."
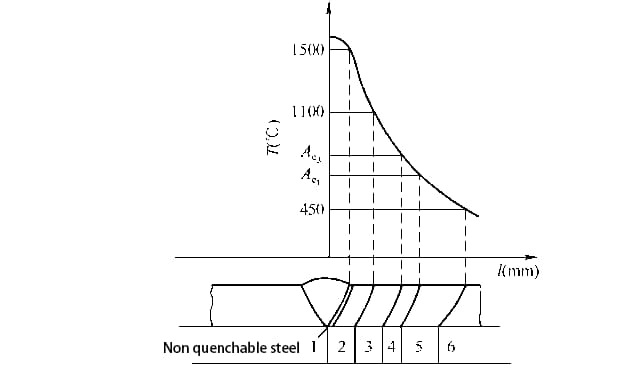
Zone affected by the heat of welding of non-hardenable steel
- Fusion Zone
- Superheated area
- Normalization area
- Zone of incomplete recrystallization
- Recrystallization Zone
- Base metal
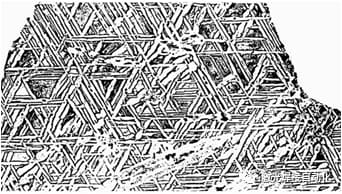
Superheated structure: widmanstatten structure
In the superheated zone of the Welding Heat Affected Zone, the formation of a coarse grain of austenite results in a special superheated structure under rapid cooling. This structure is characterized by parallel needles of ferrite (cementite) within the coarse grain of austenite, with the remaining austenite between the needles transformed into pearlite. This superheated structure is known as the “Widmanstatten Ferrite (Cementite) Structure”.
In simple terms, when the austenite grain is coarse and the cooling rate is adequate, the pre-eutectoid phase in the steel forms a needle-shaped flaky pearlite. The Widmanstatten Structure not only has a large grain size, but also presents a significant decrease in the flexibility of the metal due to the brittle surface created by numerous ferrite needles, which is one of the main causes of the embrittlement of the steel welded joint that is not easily tempered. .
The width of the Heat Affected Zone (HAZ) is influenced by several factors, including the welding method, welding parameters, weld size and thickness, thermal physical properties of the metallic material, and joint shape.
It is possible to reduce the width of the HAZ by using smaller welding parameters, such as reducing the welding current and increasing the welding speed.
The width of the HAZ varies depending on the welding method used. The total width of the HAZ for stick arc welding is approximately 6 mm, while it is about 2.5 mm for submerged arc welding and approximately 27 mm for gas welding.
Methods for controlling and improving the properties of welded joints
1. Material matching
Material combination” mainly refers to the choice of welding materials.
For low-carbon steel, high-strength low-alloy structural steel, and low-temperature steel, the composition of the weld metal and base metal need not be identical, but the mechanical properties must be the same as those of the base metal.
When working with heat-resistant steel and stainless steel, to ensure that the weld has similar high-temperature performance and corrosion resistance as the base metal, the chemical composition of the welding material must exactly match that of the base metal.
2. Control the melting rate
In fusion welding, the proportion of molten base metal to weld metal is called the melt rate.
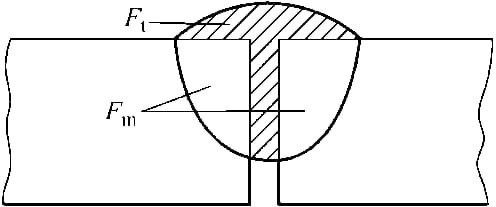
The formula for calculating the melt rate is:
r = F i /(F i +F t )
Where
- r – melting ratio;
- F i – cross-sectional area of the molten base metal:
- F t – cross-sectional area of the filler metal in the weld.







