
The management of production anomalies at the production site refers to a set of measures and management means aimed at detecting, controlling and resolving errors, emergencies and uncontrolled situations in the production process. Prototype workshops, which mainly process regular orders with short lead times and low volumes, have special management systems to respond to cases of production anomalies.
Cases of production anomalies in prototype workshops can occur in material purchases, CNC prototyping, production delays, quality control, etc. Any production anomalies in the workflow have additional implications and ultimately affect customer satisfaction. Therefore, precise management is necessary to quickly and timely respond to production anomalies and prevent their recurrence.
Five steps for dealing with production anomalies in prototype shops
In general, prototype workshops address production anomalies in the production flow in five steps to minimize their rate of occurrence: from preparation, detection, action, root cause tracking and follow-up to thematic meetings for prevention.
Step 1 – Preparation
Step 2 – Search for anomalies
Step 3 – Actions
Step 4 – Identification and monitoring of the root cause
Step 5 – Thematic meeting on precautionary measures
Possible production anomalies and cases in prototype workshops
For reference, here are three cases that belong to unrecoverable production:
1. Significant anomalies

Because jobs in prototype shops vary from job to job, raw materials are generally not kept in stock but are purchased new after each job. In this case, they can only buy from the materials workshop, which sells hundreds of materials that cannot be traced. This material limitation leads to possible anomalies. As the first production process, purchasing materials is important for the subsequent production process. As soon as there are material anomalies and these cannot be found initially, the loss or at least the value of the contract will occur.
Prototype workshops identify material based on experience and with available but non-professional tools such as hardness and density (weight/volume). Sometimes finished prototypes feature material compositions that do not meet specific specifications.
Case
PE commonly used in prototypes includes HDPE, LDPE, PE+GF, etc. with different properties. A customer working in the marine industry previously required prototypes made from PE1000. The density of PE1000 is 0.941-0.965 kg/m^3, which is lower than that of water, so it can float on the water surface. However, upon receiving the finished prototype, he discovered that the part had unexpectedly sunk into the water and confirmed that it was definitely not the PE1000. He reported the material issue to the prototype shop and finally got a response after verifying that the material was PE with GF (fiberglass) added. The density of PE+GF is greater than that of water, so it was submerged when submerged in the pool. Of course, the responsible prototype shop will end up bearing the loss and producing a new part for the customer.
The key to avoiding anomalies is to simply place the material in water before processing.
2. CNC machining abnormalities

Most prototype shops do not have the necessary design resources and schedule the design strictly according to the CAD drawings, 3D data and 2D drawings provided. According to CNC programming, the CNC material is explained step by step how the part should be processed. CNC engineers must not only program the required structure, but also design the tool routine to achieve an effective machining process.
Common anomalies in CNC machining include ignoring micro-features, overcutting, undercutting, etc. Some anomalies can be resolved by a second machining, while others, such as: For example, when they overlap, this may not be the case.
Case
A CNC machined tube has multiple 0.5mm high grommets in the gasket areas (see below). The original machining steps for the O-ring are to rotate the O-ring on the lathe to a dashed area 0.5mm larger than the required ring width, then mill the lugs on a 3-axis CNC machine. However, due to the 0.5 mm overlapping height of the material, the eyelets can no longer be milled. The workpiece cannot be used due to 0.5mm overlap.
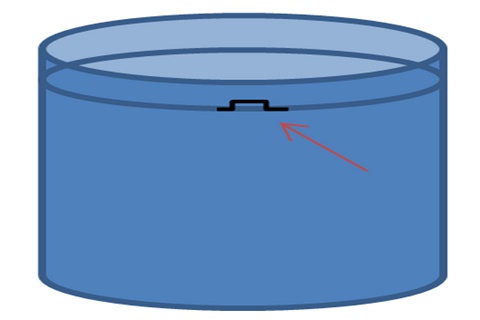
The key to avoiding anomalies is good control of machining parameters with a certain degree of cutting reserve for adjustments.
3. Post-target anomalies

Such as grinding and polishing, sandblasting and brushing, painting and printing, laser engraving, anodizing, electroplating, chrome plating, chemical finishing, powder coating, etc., the internal finishing processes in prototype workshops are mainly carried out by hand. On the one hand, craftsmanship can produce individual finishing processes through careful processing; on the other hand, craftsmanship is rarely subject to the rigid standards of machines, which is why there are differences in the same finish carried out by different people or with different tools.
Common anomalies after finishing include color differences due to painting or powder coating, uneven anodizing/chrome plating, stuck stains/smudges, etc.
Case
For anodized aluminum parts, there must be hanging points on the surface of the part for anodizing, but the depressions at the hanging points are inevitably left on the surface. Normally the suspension points are on the inner surface and are not visible from the outside. However, in some cases, when machined parts require a smooth surface including certain internal areas for sealing or assembly, depressions at the suspension points in critical areas, even if invisible, may be considered a defect by customers if this is not confirmed. before anodizing. Most importantly, depressions are difficult to repair due to the weakening of the material.
The key to avoiding anomalies is to pre-confirm the allowable hanging area before production and not always take it for granted.







