
Read this article with the following questions:
- What is the weld formation factor? How to calculate?
- What is the basis for selecting laser output power during laser welding?
- What are the effects of decreasing laser output power on weld penetration and achievable welding speed?
1. Principle of double beam welding
Laser welding classification
1) According to power density and weld forming characteristics :
- Heat conduction welding: power density (laser output power/focal spot area) <10 5 C/cm 2
- Deep penetration welding: power density > 10 6 C/cm 2
2) According to laser output mode:
- Pulsed laser welding
- Continuous laser welding
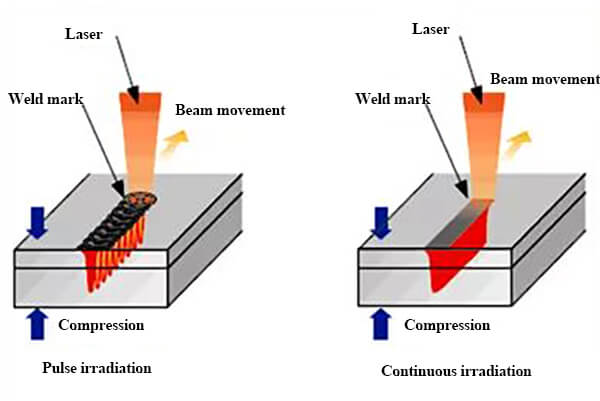
Fig. 1 Schematic diagram of pulsed laser welding and continuous laser welding
2. Selection of P laser power
The choice of P (laser power) is based on the thickness of the plate. P determines the power density of the spot and influences both the penetration depth and the welding speed.
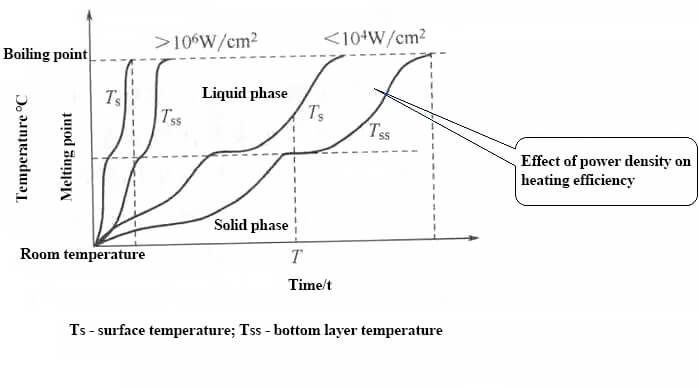
Fig.2 Power density curve and metal temperature with time
3. Effect of laser power on penetration
As illustrated in the figure, the higher the power (P/kw), the deeper the penetration will be and vice versa.
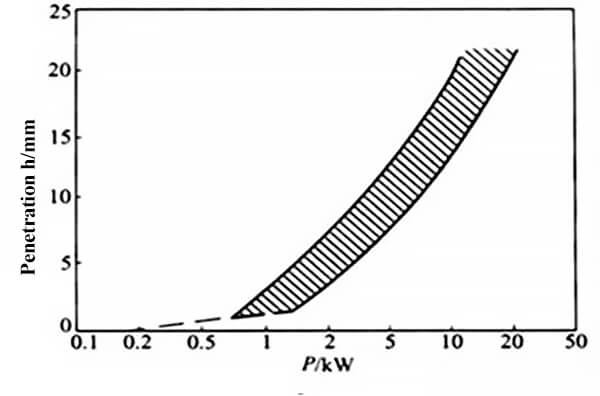
Fig. 3 Relationship between penetration and laser power
4. Influence of laser power on welding speed
Additional knowledge points:
The shape factor of a weld is defined in GB/T3375-1994 as the ratio of the weld width (B) to the calculated weld thickness (H) in the cross section of a single weld (φ = B/H), as shown in Figure 4.
A small format results in a narrow, deep weld. However, the center of the weld tends to have higher concentrations of impurities and low resistance to thermal cracking due to regional segregation. Therefore, the format should not be too small.
For example, the weld shape factor must be greater than 1.3, which means the weld width must be at least 1.3 times the calculated weld thickness.
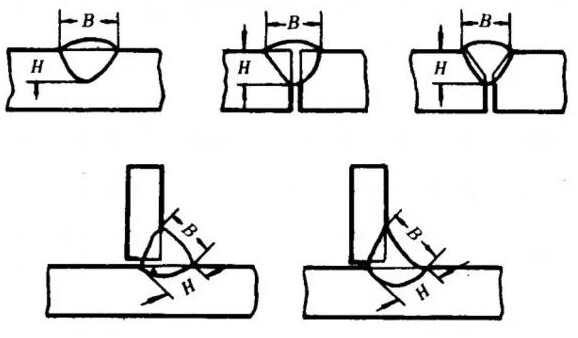
Fig. 4 Laser power and speed determine weld formation
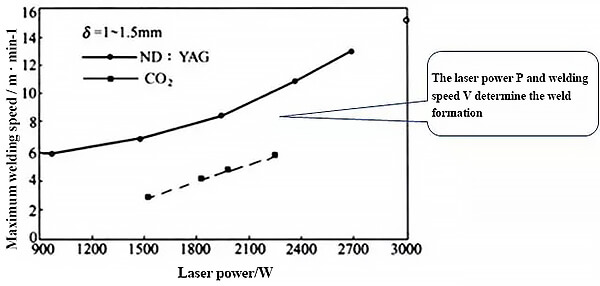
Fig. 5 Relationship between welding speed and laser power
5. Relationship between laser power, welding speed and penetration
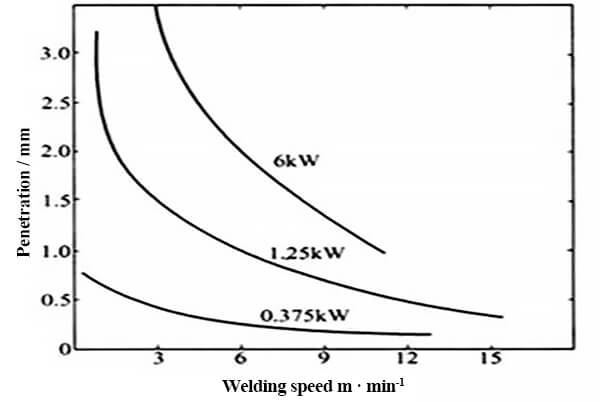
Fig. 6 Changes of penetration and welding speed of low carbon steel under different powers
Summary:
Laser welding power determines spot power density and controls penetration depth and welding speed. As laser power increases, both welding speed and penetration depth increase.






