

There are several methods for calculating stamping force, and which one to use depends on the specific stamping process and the type of stamping force that needs to be calculated. Here are some common methods for calculating stamping force:
A basic formula for calculating drawing force breaks it down into a sum of several parts, including shear force, unloading force, thrust force, edge pressure force, and deep drawing force.
To calculate the stamping force for cutting and edge punching, you can use the formula
Where,
- P – the stamping force (in kg)
- k – a coefficient (usually approximately 1)
- l – the perimeter of the product after stamping (in mm)
- Г – shear resistance (in kg/mm²)
- t – the thickness of the sheet (in mm)
Another method to calculate the shear force is the formula P=ltτ where P is the shear force (in N), l is the stamping perimeter of the part (in mm), t is the thickness of the part (in mm) and τ is the shear strength of the stamping material (in MPa).
For specific shear force calculation scenarios, if the part shape is small and the punch uses a flat cutting edge, the formula F=Ltτ can be used to calculate the shear force, where F is the shear force ( in N), L is the perimeter of the sheared part (in mm) and τ is the shear strength of the stamping material.
Press tonnage calculation formula
If you need to drill a round, square, or any other type of hole in a given thickness of metal, you will need to determine the punching force required to accomplish this task.
To calculate the required press tonnage, you can use the following punching force calculation formula, which is also applicable to the stamping force calculation.
Press tonnage (KN) = Perimeter (mm) * Plate thickness (mm) * Shear strength (kn / mm 2 )
Converted to metric tons: dividing the KN result by 9.81
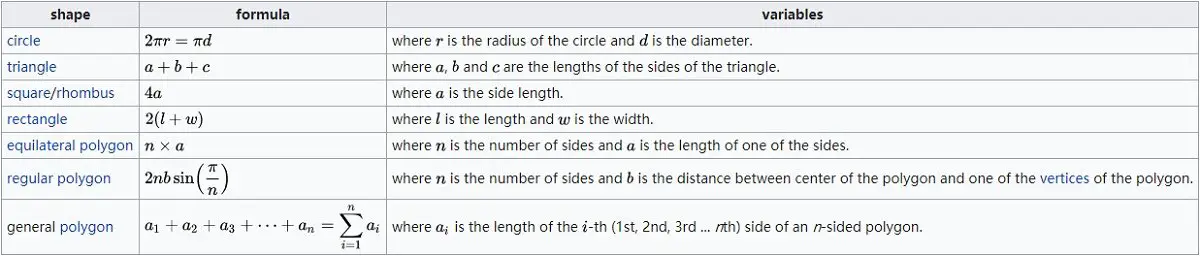
- Perimeter: The total length of the continuous line that forms the boundary of a closed geometric figure.
- Thickness: The thickness that will be penetrated by the punching die.
- Shear force: The physical properties of the sheet, which are determined by the sheet material, can be found in the material manual.
The shear strength of common materials is as follows: unit: KN/mm 2
| Aluminum | Brass | Low carbon steel | Stainless steel |
| 0.1724 | 0.2413 | 0.3447 | 0.5171 |
For various shear strength tables, you can check out the following post:
- Metal mechanical properties chart: shear strength, tensile strength, yield strength
for example: If you drill a square hole in the low carbon steel plate with a thickness of 3 mm and a side length of 20 mm, you will get:
- Perimeter = 20×4 = 80mm
- Thickness = 3mm
- Shear strength = 0.3447kn/mm 2
Punch Force (KN) = 80 x 3 x 0.3447 = 82.728 KN Convert to tonnage: 82.728 KN ÷ 9.81 = 8.43 Ton
For more information about shear strength, including how to calculate it, see the Wikipedia article.
The mentioned formula can also be applied as a cutting force formula in press tools or as a formula to determine the force required to drill a hole.
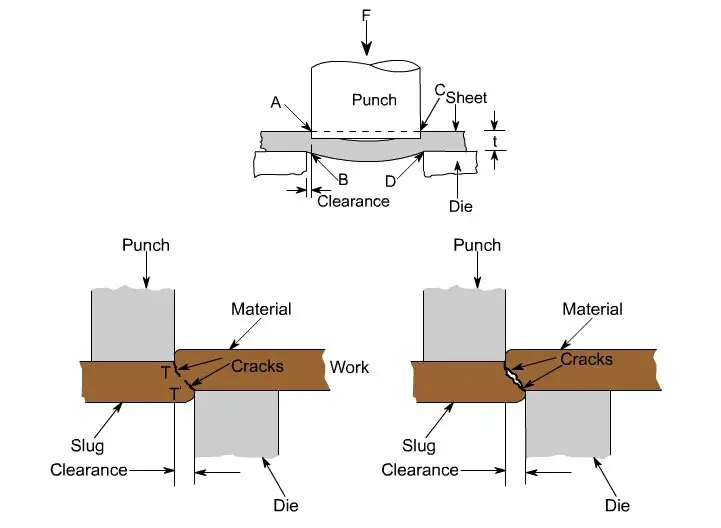
Punch and die release
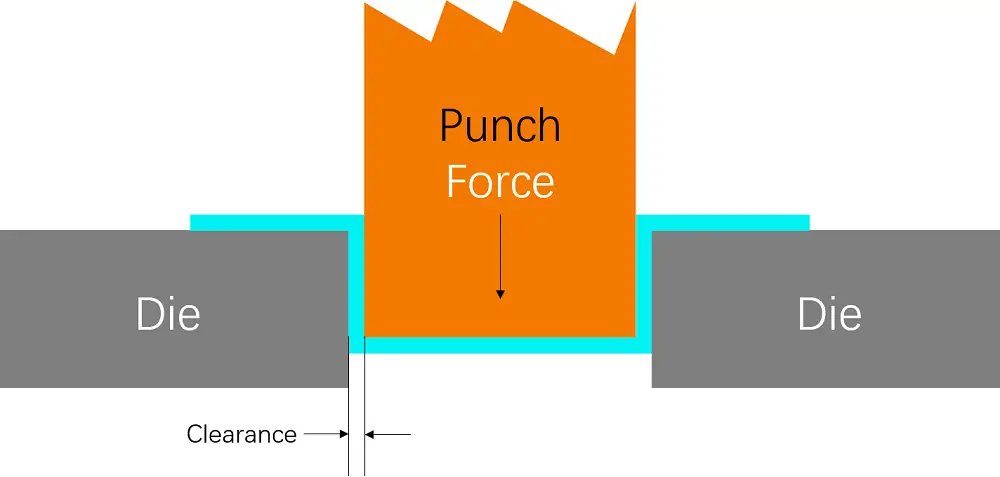
The gap between the punch and the die is a critical factor in the punching process and is represented by the total difference.
For example, suppose you are using an upper die of ø12 and a lower die of ø12.25. In this case, the ideal gap should be 0.25 mm.
If the clearance is not adequate, it may reduce the life of the die, cause burrs and lead to secondary cutting. An uneven opening can also increase disassembly force.
Furthermore, the die clearance depends on the material and thickness, and for carbon steel sheets it is recommended to use a value between 12-18% of the thickness.
If there are no special requirements for the CNC punch, you can refer to the following table to select the die clearance.
Punch press clearance table
| Thickness | mild steel | Aluminum | Stainless steel |
| 0.8-1.6 | 0.15-0.2 | 0.15-0.2 | 0.15-0.3 |
| 1.6-2.3 | 0.2-0.3 | 0.2-0.3 | 0.3-0.4 |
| 2.3-3.2 | 0.3-0.4 | 0.3-0.4 | 0.4-0.6 |
| 3.2-4.5 | 0.4-0.6 | 0.4-0.5 | 0.6-1.0 |
| 4.5-6.0 | 0.6-0.9 | 0.5-0.7 | / |








1comment
felicitarlos por tan valiosa informacion, aclarando las dudas en la formula para hallar la fuerza de punzonado.. gracias.desde Colombia