
How to calculate the bending depth (or the penetration depth of the punch into the die) on a press brake with a given bending angle, measured angle, sheet thickness and die opening?
The penetration depth of the punch into the press brake die is calculated and controlled when the sheet is bent at a certain angle by air bending on the press brake machine.
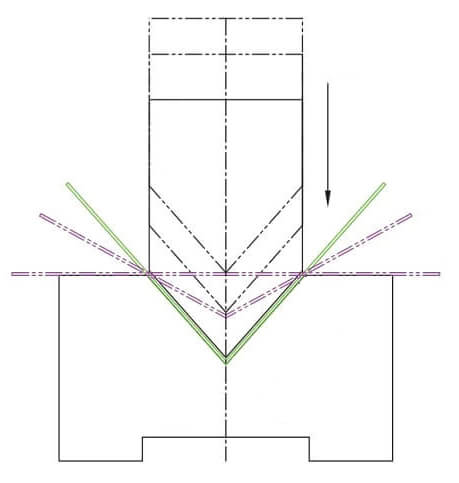
This is to control the positioning value of the ram when moving up and down.
The upper die mounted on the ram will bend the sheet into a certain position exactly at the sum of a certain defined angle and the shoulder angle. In this way, the workpiece can return to the set angle after the ram returns.
However, in actual bending, many factors affect the bending angle of the sheet material. The measured angle of the first bend often does not correspond to the set angle and needs correction. At this point, the angular error must be converted into the depth correction value.
To achieve this, the ram bending depth formula for air bending and the formula for correcting the ram depth in case of angular error are used. These formulas have been simplified into a practical formula that can be applied at the production site.
For your convenience, we have created an online calculator, which we hope you will find useful.
When the punch tip angle is 85°/88°
When the punch tip angle is 28°/58°
Comments:
- The above calculation is based on air bending
- During air bending, the bottom opening V of the die should generally be equal to 8 to 12 times the thickness of the plate t.
- In the formula, for the thickness of the sheet t, if the thinning caused by the plastic deformation of the folded material is considered, t must be replaced by nt. The material thinning coefficient is represented by n, which is generally between 0.98 and 0.99.







