
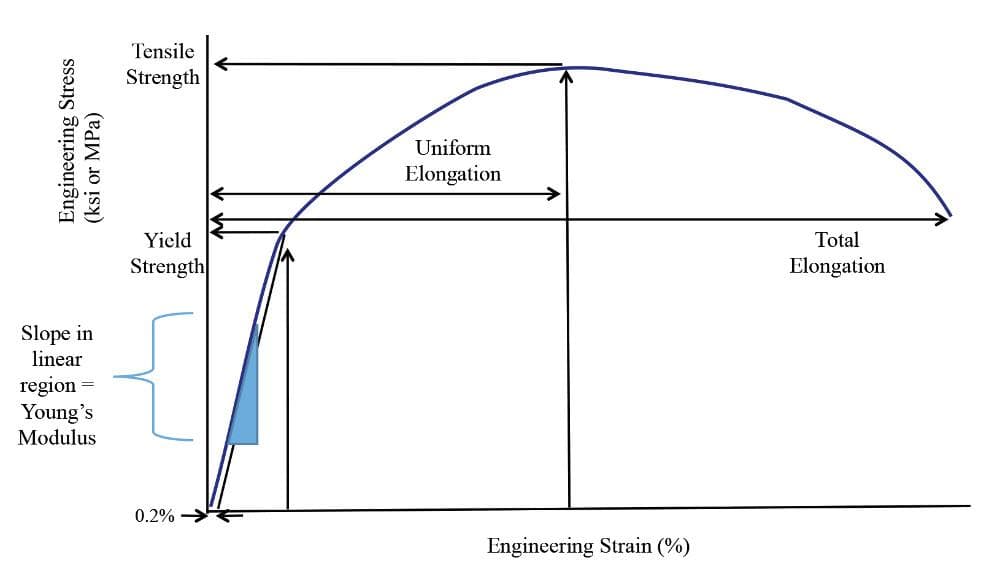
1. Yield strength
(mechanical symbol σ0.2, abbreviation YS)
σ0.2=P0.2/F0
- P0.2 – load supported by a specimen in tension with plastic deformation of 0.2%
- F0 – original sectional area of the tensile specimen
A low yield strength of a material means that it is prone to yielding, has minimal springback after being formed, and has favorable properties for die setting and shape maintenance during forming.
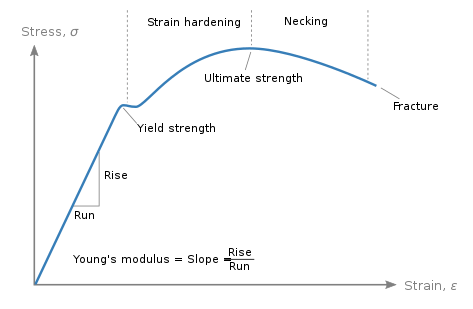
2. Tensile strength
(mechanical symbol σb, abbreviation TS)
σb=Pb/F0
- Pb – maximum load supported by the tensile sample before fracture
- F0 – original sectional area of the tensile specimen
A high tensile strength of a material means that it is resistant to rupture during deformation, making it suitable for undergoing plastic deformation.
3. Yield rate
(σ0.2/σb)
The yield strength ratio has a significant impact on the formability of materials during stamping.
When the yield strength ratio is low, the plastic deformation stage from yielding to fracture in the sheet metal is prolonged, reducing the risk of fracture during forming, facilitating stamping.
In general, a low yield strength ratio increases the cracking resistance in sheet metal during various forming processes.
Table: Yield rate of common stainless steel materials
| Steel Type | Yield limit (N/mm 2 ) | Tensile strength (N/mm 2 ) | Yield rate |
| SUS304 | 300 | 670 | 0.45 |
| SUS304(Cu) | 295 | 640 | 0.46 |
| SU5316 | 312 | 625 | 0.50 |
| SUS316L | 245 | 525 | 0.47 |
| SUS430 | 350 | 510 | 0.69 |
| SUS409L | 241 | 410 | 0.59 |
4. Stretching
(mechanical symbol, English abbreviation EL)
Elongation refers to the ratio of the total increase in length of the material, from plastic deformation to fracture, compared to its original length. It is expressed as:
- δ – material elongation (%);
- L – length of the sample when pulled out (mm);
- L0 – length of the test piece before pulling (mm).
A high elongation of a material means it can undergo greater plastic deformation and has good crack resistance, making it favorable for stretching, flanging and bulging.
Typically, the flanging coefficient and bulging property (Ericsson value) of a material are directly proportional to its elongation.
5. Strain Hardening Index (n)
The strain hardening index, also known as “n-value”, reflects the hardening of materials by cold work and its impact on formability during stamping.
A high strain hardening index indicates that the material has strong local deformation ability and can effectively prevent local thinning. This means that increasing the instability limit strain results in a more uniform strain distribution and the overall forming limit of the material is high during forming.
6. Austenite equilibrium coefficient (A)
A(BAL) = 30(C+N)+0.5Mn+Ni-1.3Cr+11.8
The stability of austenite is indicated by the “A value”. A lower A value means the austenite is less stable.
The steel structure is susceptible to changes resulting from cold and hot working, which can affect its mechanical properties.
Ni, Mn, C and N are common elements that help form and stabilize austenite in stainless steel, especially Ni. An increase in the content of these elements can increase the austenitic equilibrium coefficient and make the austenitic structure more stable.
Cr, Mo, Si, Ti and Nb are elements that help form and stabilize the ferrite structure. An increase in Cr content can reduce the austenitic equilibrium coefficient.
SUS304 stainless steel is a pure austenitic structure with its own stability. After cold working, it becomes hard due to the change of a part of the austenitic structure to martensite, known as cold working induced martensite.
Austenitic stainless steel has a small equilibrium coefficient, making it prone to martensite transformation or additional martensite formation during cold working, resulting in a high degree of cold work hardening.
7. Cold working induced martensite transformation point Md (30/50)
Md(30/50)= 551-462(C+N)-9.2Si-8.1Mn-13.7Cr-29(Ni+Cu)-18.5Mo
The martensite transformation point (Md(30/50)) is the temperature at which 50% of the material undergoes martensitic transformation after undergoing 30% true deformation by cold deformation. The higher the content of alloying elements in austenitic stainless steel, the lower the martensite transformation point.
Austenitic stainless steel with lower martensite transformation point is less prone to martensite induced during cold working and has a low degree of cold work hardening.
Cold work hardening in stainless steel is caused by two factors: work hardening due to increased dislocations and work hardening due to structural transformation (from austenite to martensite).
SUS430 steel does not undergo structural transformation during deformation and its cold hardening is caused exclusively by the increase in dislocations.
In contrast, the cold hardening of SUS304 steel is mainly due to the transformation of austenite to martensite, with a minor contribution from an increase in dislocations. This is why the cold hardening of austenitic stainless steel is more pronounced than that of ferritic stainless steel.
Ni content has a significant effect on the transformation point of martensite in austenitic stainless steel. An increase in Ni content leads to a lower martensite transformation point and a lower degree of cold work hardening.
8. Grain Size (N)
The physical meaning of grain size can be understood by the following formula:
ξ=2N+3
- ξ-Number of grains per square millimeter of sectional area;
- Grain size N.
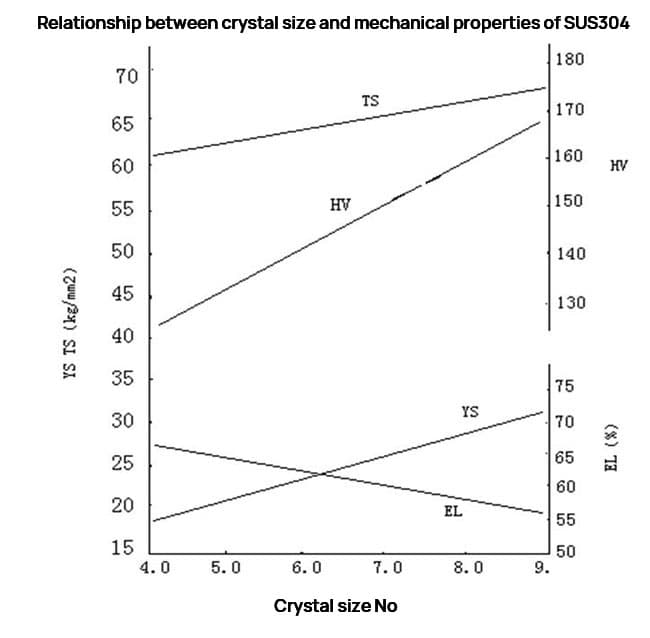
A higher grain size level N means there are more grains per unit cross-sectional area, making the grain size finer. This results in greater strength and better elongation of the material.
Steel with N>5 (256 grains/mm) is considered fine grain steel.
Large grain size can increase the plastic strain rate (R) of the material, but it also decreases the yield strength rate and elongation.
However, with large grains, there may be different orientations on the surface of the sheet, leading to uneven deformations and causing the “orange peel” effect on the surface of the material.
Refining the grain size can reduce the occurrence of orange peel, but if the grain size is too fine, the plastic deformation rate will decrease and the yield strength rate and elongation will increase, making it less favorable for conformation.







