Introducción
El dispositivo de sujeción para soldar tuercas y pernos requiere garantía de calidad durante el proceso de instalación. Además, para evaluar la calidad de la soldadura y la fiabilidad del proceso, es necesario controlar la resistencia de la instalación durante todo el procedimiento.
Para demostrar la confiabilidad del proceso de instalación, también se pueden integrar otras medidas de garantía de calidad en el proceso de producción, eliminando potencialmente la necesidad de inspecciones posteriores de tuercas y pernos soldados.
1. Información general
Este documento estándar cubre el ajuste de tuercas y pernos soldados a placas de acero y describe el proceso de instalación de pernos. Detalla las condiciones de instalación de soldadura para todo el vehículo. Los departamentos correspondientes son responsables de estas inspecciones. No se deben utilizar métodos no mencionados en el documento.
El departamento de fabricación requiere inspección del proceso. En caso de problemas de calidad, el Departamento de Calidad podrá incrementar las inspecciones aleatorias. Para mejorar la calidad y el sistema, y en respuesta a problemas de calidad, se requieren pruebas destructivas de la estructura del vehículo.
2. Otros documentos aplicables
- MBN 73B – Tuercas hexagonales
- MBN 73C – Tuercas cuadradas
- MBN 75 – Pernos roscados para soldar
- MBN 10176 – Tuercas Hexagonales con Brida
- MBN 10369 – Tuercas Redondas
- MBN 10390 – Tuercas Domo Redondas
- MBN 10391 – Pernos para soldar con anillo de soldadura
- N13008 – Tuercas Bridas
- DIN EN ISO 14270: tamaños de muestras y procedimientos de prueba para la eliminación mecánica de puntos de soldadura y uniones.
- DIN EN ISO 14272 – Tamaños de muestras y procedimientos de prueba para ensayos de tracción cruzada de soldaduras por puntos
- DIN EN ISO 14273 – Tamaños de muestras y procedimientos de prueba para ensayos de corte de soldaduras puntuales y uniones
3. Uso de abreviaturas, definiciones y símbolos
Soldadura límite:
Una soldadura por unión es una soldadura por fusión incompleta, en la que el pasador simplemente se adhiere al componente metálico sin la fuerza necesaria.
4. Especificaciones de materiales y ciclos.
Para controlar los materiales y los ciclos, todos los materiales, métodos, procesos, piezas y sistemas deben cumplir con las especificaciones legales aplicables.
5. Descripción
El siguiente contenido sólo se puede aplicar a la soldadura de placas de acero.
6. Categorías de instalación
Tuercas de chapa de acero
Categoría A

Categoría B

Estilos
Tuerca cuadrada (MBN 73C o DIN 928)
Tuerca hexagonal (MBN 73B o DIN 929)
Tuerca soldada redonda (MBN 10369)
Estilo A Estilo B
Tuerca hexagonal con brida (MBN 10176)
Tuerca redonda
Perno de soldadura
- Clase A
- Clase B
Ejemplo, MBN 75 MBN 10391
7 . Pruebas no destructivas
7.1 Descripción de la Secuencia del Procedimiento
Todas las soldaduras identificadas como defectuosas mediante el monitoreo de parámetros (como el marcado de colores) deben repararse.
Se deben separar muestras de prueba adicionales de las piezas de prueba aleatorias especificadas que se están produciendo. Se deben consultar los documentos de proceso relevantes al inspeccionar pernos y tuercas soldados.
El departamento de inspección debe registrar en detalle el proceso de inspección, como la identificación de defectos en la pieza de prueba.
7.2 Inspección visual
7.2.1 Proceso de inspección
Las inspecciones visuales deben cumplir con los estándares de evaluación. Deben ser realizadas por inspectores capacitados, en condiciones adecuadas de distancia e iluminación.
7.2.2 Registros de inspección
Las inspecciones visuales deben registrarse en una lista de verificación.
Los defectos confirmados, como puntos de soldadura que tienden al borde, deben corregirse inmediatamente en el sistema de producción o en el equipo de soldadura.
7.2.3 Estándares de evaluación
La inspección de tuercas soldadas debe cumplir con los estándares de la siguiente tabla.
| Numero de serie | Criterios de evaluación: | Ejemplo | |
| 1 | Soldaduras de pasador/tuerca perdidas |
|
|
| dos | Daños o contaminación de pernos/tuercas (incluidas salpicaduras de soldadura y daños en las roscas) |
|

|
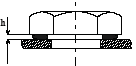
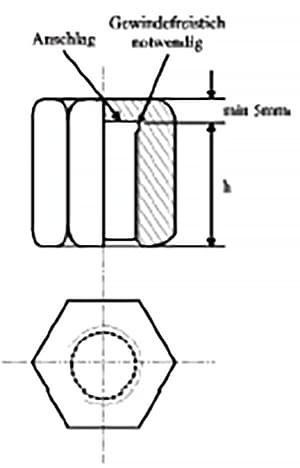
| 3 | La brecha es inapropiada h > 0,1m |
|
|
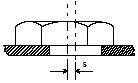
| 4 | Desviación de la posición central Las tuercas no deben obstruir la instalación de los tornillos. |
|
|
| Valores de referencia: Para tuercas con M ≤ 5, S debe ser ≤ 1 mm. Para tuercas con M ≥ 6, S debe ser ≤ 2 mm. Para tuercas de arco redondo, S debe ser < 0,8 mm. |
|||
7.3 Prueba de torsión
7.3.1 Tuercas soldadas
Antes de realizar pruebas de torsión en tuercas soldadas, se requiere una inspección externa. Los estándares de inspección son los establecidos en 7.2.3. La prueba de torsión se debe realizar utilizando una llave dinamométrica que esté dentro del rango de prueba apropiado.
Durante el proceso de prueba, se aplica un torque a la tuerca. Si la costura de soldadura se corta o se agrieta antes de alcanzar el par mínimo, la resistencia se considerará insuficiente.
Los estándares de prueba se detallan en 7.3.3.
| Medición de par | |
| M4 | 6Nm |
| M5 | 8Nm |
| M6 | 14Nm |
| M8 | 32 Nm |
| M10 | 70 Nm |
| M12 | 100 Nm |
Nota: La inspección del par debe realizarse en tuercas cuadradas y hexagonales, mientras que no es necesario considerar el espesor de la placa de acero para tuercas redondas y en forma de arco.
7.3.2 Pernos para soldar
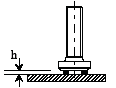
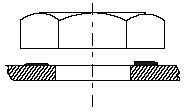
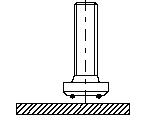
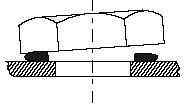
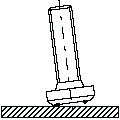
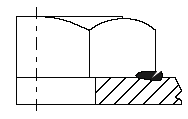
Durante el proceso de inspección de torque, primero apriete las dos tuercas en el perno de soldadura (como se muestra en la Figura 1) y luego aplique un torque de inspección Mtest predeterminado con una llave dinamométrica adecuada, sometiendo así la tuerca a una carga de torsión (como se muestra en Figura 2).


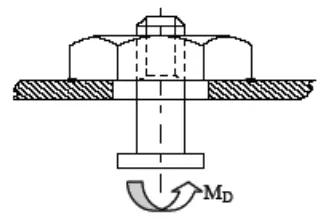
Después retiramos las dos tuercas. Es posible utilizar una tuerca adecuada (como se muestra en la Figura 3). Instale la tuerca completamente y luego verifique el torque.
7.3.3 Criterios de evaluación
Después de la inspección de torsión, se debe evaluar la instalación de pernos y tuercas según las descripciones proporcionadas en la siguiente tabla.
| Numero de serie | Criterios de evaluación | Ejemplo | |
| 1 | Los tornillos o tuercas no deben estar flojos. |
|
|
| dos | Las costuras de soldadura no deben separarse |
|
|
| 3 | Las costuras de soldadura no deben estar dañadas (agrietadas). |
|
7.3.4 Prueba de torsión de tuercas circulares MBN 10369 y MBN 10390 (tuercas de arco)
Antes de realizar pruebas de torque en tuercas circulares, primero se deben realizar inspecciones visuales como se especifica en la sección 7.2.3. Comience atornillando un perno en la tuerca circular usando una llave dinamométrica con un rango de torsión adecuado.
Durante la prueba, la tuerca se somete a un par de torsión. Si aparece una grieta en la costura antes de alcanzar el par mínimo, su resistencia se considerará insuficiente. El patrón de prueba se encuentra en la sección 7.3.3.
- Par mínimo para tuerca circular M5: 8Nm
- Par mínimo para tuerca circular M6: 14Nm
- Par mínimo para tuerca circular M8: 32 Nm
- Par mínimo para tuerca circular M10: 70 Nm
- Par mínimo para tuerca circular M20: 100Nm
7.3.5 Prueba de torsión de nueces molidas
Antes de realizar pruebas de par, es necesario realizar primero inspecciones visuales, tal y como se indica en el apartado 7.2.3. Comience atornillando un tornillo en la tuerca molida usando una llave dinamométrica con un rango de torsión adecuado.
Durante la prueba, la tuerca se somete a un par de torsión. Si aparece una grieta en la costura antes de alcanzar el par mínimo, la resistencia se considera insuficiente. El patrón de prueba se encuentra en la sección 7.3.3.
- Par de apriete para tuerca molida M6: 14 Nm
- Par de apriete para tuerca molida M8: 27 Nm
7.3.6 Prueba de torsión de tuercas inaccesibles
Para las tuercas instaladas en cavidades que no requieren pruebas periódicas, se pueden probar utilizando tornillos prisioneros. Atornille el tornillo prisionero en la tuerca y luego use una llave dinamométrica con un rango de torsión adecuado para probar el torque de la tuerca.
Si aparece una grieta en la tuerca antes de alcanzar el par mínimo, la resistencia se considera insuficiente. El patrón de prueba se encuentra en la sección 7.3.3.
| Medición de par | |
| M4 | 4Nm |
| M5 | 5Nm |
| M6 | 8Nm |
| M8 | 20 Nm |
| M10 | 50 Nm |
| M12 | 80 Nm |
Nota: Si es necesario, se pueden utilizar tornillos mejorados.
8. Pruebas destructivas
Las pruebas destructivas son una inspección especial que se realiza en la estructura del vehículo para mejorar la calidad e investigar problemas de calidad.
8.1 Pruebas destructivas de nueces molidas
Antes de inspeccionar las tuercas de puesta a tierra se debe realizar una inspección visual, normalizada en 7.3.3.
Utilice las herramientas adecuadas para quitar la placa de acero soldada de la tuerca molida.
Verifique que el 80% o más de la circunferencia de soldadura esté soldada.
Nota: Un 80% de soldadura es suficiente para la conexión a tierra.
8.2 Prueba de torsión destructiva
Utilice una llave dinamométrica con un rango de torsión adecuado para determinar cuánta torsión puede desenroscar la tuerca. El par mínimo de separación de soldadura se enumera en la Tabla 6.6.
8.2.1 Ensayo de par destructivo de tuercas redondas MBN 10369 y MBN 10390 (arcotuercas)
Las pruebas destructivas de tuercas redondas son similares a las pruebas no destructivas (ver 7.2.3).
Sin embargo, el perno debe aplicar torsión a la tuerca hasta que falle la soldadura. Igual que la llave dinamométrica de la Sección 9.
8.2.2 Prueba de torsión destructiva de pernos de soldadura
La prueba de torsión destructiva de pernos es similar a la prueba no destructiva (ver 7.3.2).
Sin embargo, el perno debe aplicar torsión a la tuerca hasta que falle la soldadura. Igual que la llave dinamométrica de la Sección 9.
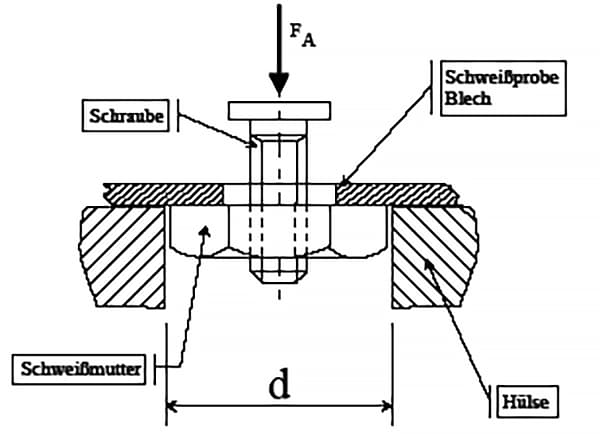
8.3 Prueba de compresión
8.3.1 Secuencia de prueba
La resistencia a la compresión del equipo de prueba apropiado debe ser capaz de medir la soldadura separada.
La fuerza FA debe compararse con el valor mínimo de fuerza de la Tabla 8.4. Además, se debe evaluar la superficie de fractura para determinar si se ha formado una soldadura por puntos completa.
8.3.2 Equipo de prueba
| Tuerca hexagonal | Tuerca cuadrada | Diámetro (mm) | Espesor de la placa (mm) | Longitud (mm) |
| M3 | 10 | dos | 40 | |
| M4 | M4 | 12 | ||
| M5 | M5 | 13 | ||
| M6 | M6 | 14 | ||
| M8 | 18 | |||
| M8 | 21 | |||
| M10 | 23 | |||
| M12 | M10 | 27 | ||
| M14 | M12 | 31 | ||
| M16 | M14 | 33 |
Para los componentes que no figuran en la tabla, como tornillos o tuercas redondas, el equipo de inspección debe ser similar al anterior.
8.4 Lista de inspección de resistencia
Los componentes mencionados en el apartado seis.
| Diametro de hilo | Espesor de la placa | Fuerza compresiva |
| M4 | 0,75 1.0 1.5 |
>1,3kN |
| M5 | 0,75 1.0 1.5 |
>2,0kN |
| M6 | 1.0 1.5 2.5 |
>2,5kN |
| M8 | 1.0 2.0 3.0 |
>3,0kN |
| M10 | 1.25 2.0 3.0 |
>4,0kN |
| 16/07'' | 1.25 2.0 3.0 |
>5,0kN |
| M12 | 1.5 2.0 3.0 |
>6,0kN |
La presión excesiva que vaya más allá del alcance debe acordarse con los departamentos responsables pertinentes.
8.5 Inspección de prueba de desprendimiento
Para tuercas de placa de acero soldadas, se puede emplear un método de pelado para la inspección.
Utilizando herramientas adecuadas, se retira la tuerca de la placa de acero, como un martillo, un cincel o un equipo de prueba de tensión.
Es necesario comprobar cada punto de soldadura para ver si las dimensiones del punto de soldadura en la placa de acero pelada son las mismas que antes de soldar (por ejemplo, la dimensión mínima de un punto de soldadura de 24 mm de diámetro es 24 mm; la dimensión mínima de un punto de soldadura previo a la soldadura es de 24 mm). soldadura por puntos soldada (el punto de soldadura de 3x8 mm es de 3x8 mm).
Después de la inspección de todos los cordones de soldadura, si cumplen con las siguientes condiciones, se considerarán aceptables:
- 3 de cada 4 puntos de soldadura cumplen los requisitos
- 2 de cada 3 puntos de soldadura cumplen los requisitos
8.6 Inspección de secciones metálicas especiales
En casos especiales, se puede utilizar una sección transversal de metal para comprobar el estado de fijación de tornillos y tuercas.
La inspección especial de secciones transversales de metal requiere que la realice personal especialmente capacitado.
Las pautas de capacitación deben ser emitidas por un ingeniero de soldadura autorizado o un especialista en soldadura certificado.
9. Mesa de prueba de torsión
Como se menciona en la Sección 6, para piezas.
| Pruebas destructivas | Pruebas no destructivas | ||
| Diametro de hilo | Espesor de la placa | El ajuste del par en el sistema de soldadura. | Monitoreo de torque durante el proceso de inspección de piezas, el cual está relacionado con el espesor de la chapa. |
| M4 | 0,7 1.25 1.5 |
13Nm 13Nm 16Nm |
6Nm 8Nm 8Nm |
| M5 | 0,7 1.25 1.5 |
20 Nm 29Nm 29Nm |
8Nm 10Nm 10Nm |
| M6 | 0,8 1.5 2.0 |
24 Nm 33 Nm 34 Nm |
14Nm 20 Nm 20 Nm |
| M8 | 1.0 2.0 3.0 |
58 Nm 61 Nm 60 Nm |
32 Nm 38 Nm 38 Nm |
| M107/16'' | 1.25 2.0 3.0 |
112 Nm 133 Nm 125 Nm |
70 Nm 90 Nm 90 Nm |
| M12 | >1,5 | 140 Nm | 100 Nm |
Nota: La norma de inspección en 6.2.3 es específica para láminas de acero delgadas.
10. Documento de inspección
Se debe registrar la inspección de muestras aleatorias. Los resultados de las inspecciones aleatorias deben conservarse durante un período de tiempo.
10.1 Medidas Correctivas para Defectos
Si se descubren defectos durante el proceso de inspección, deben corregirse inmediatamente. Además, los sistemas relevantes deben ser inspeccionados o parcheados.
Todos los vehículos que actualmente experimentan los mismos problemas deben repararse. Se deben quitar las tuercas remachables defectuosas y, para colocar tornillos o tuercas nuevos, la superficie de la placa debe mantenerse limpia y plana.
Para casos individuales en los que no se puedan reemplazar pernos y tuercas, se deben establecer métodos de reparación adecuados a través de QPQ y EP/CSV.
11. Herramientas de inspección
El departamento de inspección también necesita comprobar las herramientas de inspección.
Las llaves dinamométricas utilizadas deben cumplir las siguientes condiciones:
- Diferencia de trabajo de torque dentro del 10% del rango de inspección
- Resultados de inspección visibles







