
Comprobación de precisión geométrica
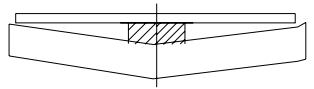
Uniformidad de la separación del borde de la hoja
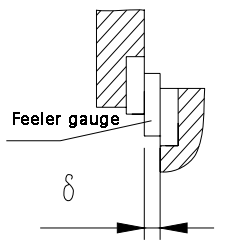
Método de inspección y diagrama.
Ajuste el ángulo de corte a cero, mueva el portaherramientas hacia abajo hasta que las cuchillas superior e inferior coincidan entre 1 y 2 mm en toda su longitud, luego apague el motor principal.
Mida el espacio libre del borde a 50 mm de la cara del extremo de la hoja y luego cada 150 mm a lo largo de la hoja. Calcule el error tomando la diferencia entre las holguras máxima y mínima.
Tolerancia: 0,05 mm.
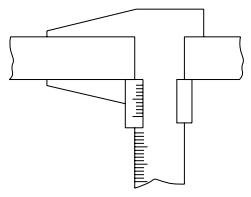
Paralelismo entre la pala inferior y el tope
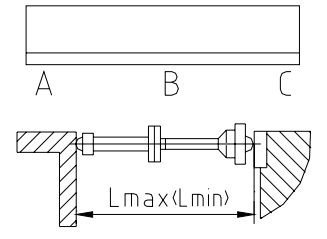
Método de inspección y diagrama.
Ajuste el tope a las posiciones máxima y mínima y mida la distancia entre el tope y la hoja inferior en varios lugares, tomando al menos tres mediciones por metro. El error se calcula como el valor máximo para cualquier longitud de 1000 mm.
Nota: El valor del error en el punto B sólo puede ser mayor.
Tolerancia (mm): 0,2/1000.
Precisión de posicionamiento del material de retención trasero
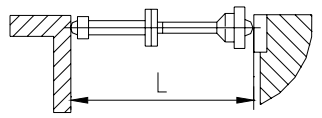
Método de inspección y diagrama.
Se deben establecer tres posiciones objetivo de manera uniforme a lo largo de todo el recorrido del tope, posicionadas desde un punto de referencia fijo basado en una alimentación positiva (o negativa) lineal o de ciclo escalonado.
La distancia real desde el tope debe medirse utilizando un micrómetro interior y el error debe calcularse como la diferencia máxima entre la posición establecida y la posición real.
Tolerancia (mm): ±0,10
Precisión de posicionamiento repetible del tope
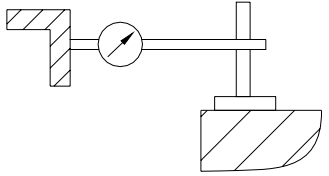
Método de inspección y diagrama.
Coloque el tope trasero en una posición específica, alimente desde el punto de referencia hasta la posición objetivo y fije el indicador en la base del medidor magnético en la posición objetivo. El error se calcula como la diferencia entre los valores de error máximo y mínimo.
Tolerancia (mm): 0,05
Verificación de precisión del trabajo
Rectitud de la pieza de prueba
Método de inspección y diagrama.
Coloque la pieza de prueba en la plataforma y coloque una regla de inspección de 1000 mm de largo contra su superficie de corte. Mida la distancia entre ellos usando una galga de espesores y calcule el error como el valor máximo de separación.
Tolerancia (mm): 0,2/1000
Paralelismo de la pieza de prueba
Método de inspección y diagrama.
Mida el ancho de la pieza de prueba en varios lugares (al menos tres por metro) usando un calibre. El error debe calcularse como la diferencia máxima de lectura en cualquier longitud de 1000 mm.
Tolerancia (mm): 0,2/1000
Nota: Requisitos para piezas de prueba para inspección de precisión del trabajo:
- La longitud de la probeta (Lmax) debe ser el ancho máximo de corte de la placa.
- El ancho (b) de la muestra debe ser 15 veces el espesor de la placa de corte, pero no menos de 80 mm.
- El espesor de la muestra debe ser la mitad del espesor máximo de corte de la placa.
- El número de ejemplares no debe ser inferior a dos.
- El extremo de la lámina cortada debe ser equivalente a 10 veces el espesor de la lámina sin inspección. Las rebabas locales y otros defectos en la sección cortada se pueden eliminar o apartar durante la medición.







