Como ejemplo, consideremos un engranaje cilíndrico helicoidal típico. Utilizando un centro de mecanizado de cuatro ejes y el software CAXA, exploraremos el método de mecanizado NC de cuatro ejes de engranajes helicoidales mediante la verificación de simulación de corte y el corte real en la máquina herramienta utilizando VERICUT.
1. Preámbulo
El procesamiento de engranajes cilíndricos rectos y helicoidales generalmente se logra mediante fresado, conformación de engranajes o rectificado de engranajes. Con el avance del centro de mecanizado de cuatro ejes, los procesos que antes eran difíciles de completar en centros de mecanizado de tres ejes ahora se pueden realizar en equipos de cuatro ejes. En este artículo, examinaremos el método de mecanizado NC de cuatro ejes de un engranaje helicoidal típico.
2. Análisis de casos
Tradicionalmente, el mecanizado de engranajes helicoidales se realizaba en fresadoras. Con el avance de la tecnología NC, particularmente el desarrollo de la tecnología de varillaje de cuatro ejes en los centros de mecanizado, ahora se pueden mecanizar engranajes helicoidales en máquinas herramienta NC.
En esta publicación, exploraremos métodos de procesamiento de engranajes helicoidales. Utilizando el software CAXA Manufacturing Engineer desarrollado en China, la verificación de la simulación se lleva a cabo con la asistencia de VERICUT. El procesamiento de engranajes helicoidales estándar y personalizados se lleva a cabo en una plataforma de centro de mecanizado de cuatro ejes.
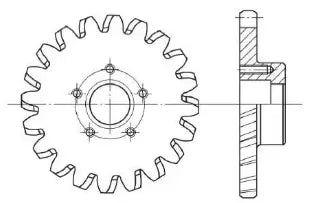
Como se muestra en la Figura 1, el engranaje helicoidal a procesar tiene una inclinación de 20° y 20 dientes, y está hecho de material LY12, como se enumera en la Tabla 1. El desafío en este caso es la falta de equipo especializado para procesar engranajes en sitio. de la competencia. Cada estación está equipada con un centro de procesamiento de cuatro ejes y es necesaria para completar la simulación y el procesamiento real, así como para producir un conjunto de mecanismo de matriz de rodillos combinado con engranajes helicoidales en el sitio. El mecanismo debe funcionar automáticamente cuando se enciende y cumplir con altos requisitos de coincidencia de marchas.
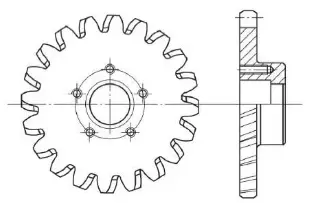
Figura 1 engranaje helicoidal
| Perfil del diente | Involucrar |
| Inclinación del diente / (°) | 20/par de dientes |
| Módulo | 4 |
| Número de dientes/pieza | 20 |
| Diámetro del círculo de graduación/mm | 80 |
3. Método 1: herramienta general, mecanizado por estiramiento
El software CAXA Manufacturing Engineer tiene una amplia gama de funciones para mecanizado de cuatro y cinco ejes. Para procesar el engranaje helicoidal, el primer paso es dibujar la geometría del engranaje y luego generar la trayectoria de la herramienta.
Los siguientes pasos están involucrados en la generación de rutas:
- Seleccione métodos de mecanizado: “Mecanizado → Mecanizado de cinco ejes → Mecanizado de superficie limitadora de cinco ejes”, “Mecanizado → Mecanizado de cinco ejes → Línea paralela de cinco ejes” y “Mecanizado → Edición de trayectoria → Trayectoria de cinco ejes para cuatro ejes.
- Defina las herramientas de mecanizado de desbaste y acabado y elija la fresa general de fondo plano y la fresa esférica cónica para generar las trayectorias de las herramientas de desbaste y acabado.
- Simule la verificación de corte, como se muestra en la Figura 2.

a) Ruta de mecanizado aproximada
b) Ruta de la herramienta de acabado
c) Simular el efecto de corte
Fig. 2 Trayectoria de herramienta de mecanizado de engranajes helicoidales convencionales y simulación de corte
Este proceso utiliza la función de procesamiento de trayectoria de herramienta de cinco ejes, que luego se transforma en una trayectoria de herramienta de cuatro ejes para ejecutarse en una máquina herramienta de cuatro ejes más común. Este proceso se utiliza para un diente y se puede aplicar fácilmente a otros dientes simplemente girando la trayectoria de la herramienta. Este método es altamente adaptable, utiliza herramientas de corte convencionales para copiar y cortar a lo largo de la superficie curva, y puede aplicarse al procesamiento de engranajes helicoidales de otros tamaños.
Sin embargo, este método tiene baja eficiencia y precisión de procesamiento. La superficie curva se produce mediante la división de herramientas, lo que la hace adecuada para el procesamiento experimental de una sola pieza o la producción a pequeña escala. Cuando se procesa por lotes, se hace evidente su debilidad en términos de baja eficiencia y baja precisión. Por lo tanto, es imperativo encontrar un método de procesamiento más adecuado para el procesamiento por lotes de productos.
4. Método 2: herramientas de corte personalizadas y procesamiento de perfiles
4.1 Personalización de herramientas
Utilizando un software de diseño como el tablero de dibujo electrónico CAXA, los parámetros relevantes del engranaje helicoidal se pueden ingresar en la Tabla 1 para obtener rápidamente el perfil del diente y luego se pueden extraer los datos. Los datos del dibujo CAD del perfil del diente se pueden obtener en función del perfil del diente y proporcionarse al fabricante de la herramienta para fabricar cuchillas dentadas personalizadas.
Como se muestra en la Fig. 3, el diámetro del mango de la herramienta es de 12 mm, la longitud es de 70 mm y la parte del filo se personaliza de acuerdo con los datos del perfil del diente. Aunque las herramientas personalizadas tienen un costo mayor en comparación con las herramientas generales, ofrecen alta eficiencia de procesamiento, buena calidad y beneficios generales en el procesamiento por lotes.
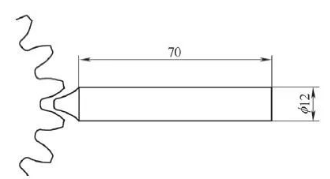
un patrón
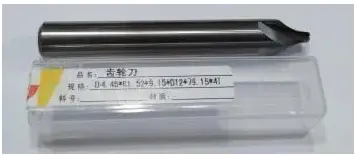
b) Objeto físico
Fig. 3 Cortador de engranajes personalizado
4.2 Fabricación de luminarias
El análisis de esta pieza muestra que tiene un tamaño de sujeción corto, lo que dificulta la alineación y aumenta el tiempo de procesamiento. Además, al mecanizar el perfil del diente, la herramienta y el husillo están cerca del mandril de cuatro ejes, lo que aumenta el riesgo de interferencia y dificulta la sujeción y la alineación, lo que hace que el procesamiento por lotes sea menos conveniente.
Para mejorar la eficiencia del procesamiento, se requiere un accesorio personalizado, como se muestra en la Fig. 4. La Fig. 4a es una parte móvil que fija el engranaje en bruto a través de roscas, asegurando que la posición de sujeción esté siempre fija, reduciendo así el tiempo de ajuste de la herramienta. La figura 4b muestra la parte fija, que se fija en el mandril. El accesorio real se muestra en la Fig.
a) Partes móviles
b) Fijaciones

c) Objeto físico
Fig.4 accesorio personalizado
4.3 Gráficos de mecanizado y generación de trayectorias de herramientas
(1) Para generar la trayectoria de la herramienta, dibuje una línea con una pendiente de 20° entre el círculo inferior del diente y el engranaje helicoidal. Luego seleccione “Mecanizado → Mecanizado de cuatro ejes → Mecanizado de curva cilíndrica de cuatro ejes. Defina los parámetros de herramienta y corte y genere la ruta de la herramienta. Se pueden obtener otras trayectorias de herramientas a través de la matriz de rotación de trayectoria. Los pasos para generar la ruta se muestran en la Figura 5.
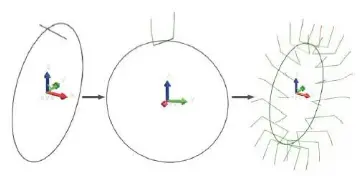
Fig. 5 Generación de trayectoria de herramienta
(2) Para completar el proceso de mecanizado, genere el código G y compruébelo usando VERICUT. Seleccione la ruta de la herramienta, genere el código G e impórtelo al software VERICUT para simular el proceso de corte experimental (consulte la Fig. 6a). Después de la verificación, importe el código a la máquina herramienta. El objeto real obtenido mediante corte se muestra en la Fig.
a) Corte simulado

b) Objeto físico
Fig. 6 Corte y mecanizado simulados
5. Conclusión
Normalmente, los engranajes helicoidales se mecanizan en fresadoras especializadas y no con tanta frecuencia en centros de mecanizado CNC ampliamente utilizados. Esta publicación explora el método de mecanizado de engranajes helicoidales en un centro de mecanizado de cuatro ejes y proporciona una exploración preliminar del método de mecanizado NC de cuatro ejes para engranajes helicoidales.
Para la producción de una sola pieza o a pequeña escala se puede utilizar el procesamiento de perfiles. Para el procesamiento por lotes, se recomienda el uso de herramientas personalizadas. Este método supera la limitación del procesamiento de engranajes helicoidales en equipos especializados y puede aplicarse a equipos NC más utilizados actualmente disponibles.







