
Definición de tratamiento térmico químico
El tratamiento térmico químico es un proceso que implica calentar piezas de metal o aleaciones en un medio activo adecuado para el aislamiento, provocando que uno o más elementos penetren en la capa superficial y cambien su composición química, estructura y rendimiento.

El tratamiento térmico químico, también conocido como tratamiento de “difusión superficial” o “difusión térmica”, consiste en colocar materiales o piezas metálicas en un medio sólido, líquido o gaseoso que contiene uno o más elementos químicos.
Luego, los materiales se calientan a una temperatura específica en un horno, lo que permite que estos elementos ingresen a la superficie del metal mediante descomposición, adsorción, solución sólida y reacción combinada del medio pirolizado sobre la superficie del metal. Los elementos penetran gradualmente en el material metálico mediante difusión térmica, formando una capa de penetración rica en uno o más elementos de aleación sobre la superficie metálica.
La tecnología de tratamiento térmico químico desempeña un papel importante en la industria moderna debido a su capacidad para mejorar significativamente los requisitos de rendimiento de las piezas de trabajo.
Al crear una superficie dura y una superficie interior resistente, puede mejorar diversas propiedades mecánicas, incluidas alta resistencia, alta dureza, alta resistencia al desgaste, rendimiento antiagarrotamiento, rendimiento antifatiga y resistencia especial a la corrosión. También puede mejorar las propiedades físicas y químicas de la superficie de la pieza, como la resistencia a la oxidación a altas temperaturas.
Es importante tener en cuenta que la pieza debe mantener sus propiedades plásticas y dúctiles originales para aumentar la durabilidad de las piezas de la máquina en condiciones de trabajo complejas. Como resultado, el tratamiento térmico químico se utiliza ampliamente para lograr requisitos específicos para una amplia gama de aplicaciones industriales.
Las principales características del tratamiento térmico químico incluyen:
- Infiltración por difusión sólida que no sólo cambia la composición química de la capa superficial de la pieza, sino que también modifica su estructura.
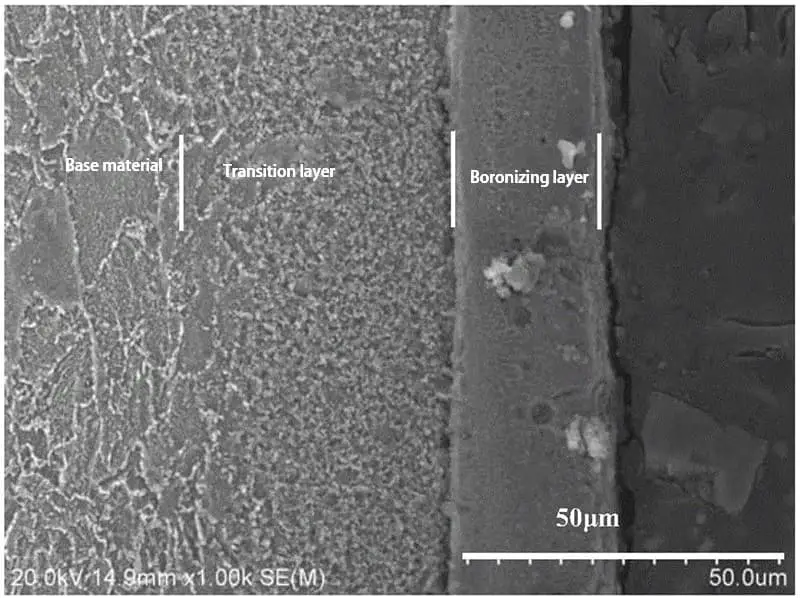
- La presencia de una capa de difusión entre la capa de infiltración y la matriz, que puede proporcionar propiedades difíciles de lograr con un solo material o mejorar aún más el rendimiento de la pieza.
- El tratamiento térmico químico está impulsado por un gradiente de concentración.
- La estructura de la capa de infiltración formada por tratamiento térmico químico sigue el diagrama de fases.
- Su estructura es continua y clasificada como combinación metalúrgica.
Clasificación del tratamiento térmico químico.

1. Clasificación según el tipo de elementos infiltrados
Esto se puede dividir en varios métodos, que incluyen carburación, nitruración, boro, aluminización, sulfuración, carbonitruración, carburación de compuestos de carbono-cromo y más.
2. Clasificación según el tipo y orden de los elementos infiltrados
1. Infiltración de un solo elemento
Como carburación (carburación unitaria), boronización (boronización unitaria), etc.
2. Penetración binaria.
El proceso de infiltración simultánea de dos elementos se conoce como doble penetración.
Cuando el carbono y el nitrógeno se infiltran simultáneamente, se llama carbonitruración (también conocida como carbonitruración). De manera similar, el proceso de infiltración simultánea de boro y aluminio se llama aluminización de boro (también conocida como aluminización de boro).

3. Penetración de múltiples elementos.
La penetración de elementos múltiples se refiere a la infiltración simultánea de más de dos elementos.
Específicamente, cuando carbono, nitrógeno y boro se infiltran en un material al mismo tiempo, se llama carbonitruración.
4. Infiltración de compuestos binarios.
La infiltración de un material con dos elementos se denomina infiltración compuesta de dos elementos.
Por ejemplo, si el tungsteno y el carbono se infiltran secuencialmente, el proceso se conoce como infiltración compuesta binaria de tungsteno-carbono.
5. Infiltración compuesta de elementos múltiples.
La infiltración compuesta de elementos múltiples implica la infiltración secuencial de más de dos elementos.
Por ejemplo, la infiltración compuesta ternaria de nitrógeno, carbono y azufre es un tipo de infiltración compuesta de elementos múltiples.
3. Clasificación según el estado de los elementos penetrantes del medio activo
1. Método sólido
Incluyendo el método de llenado de polvo, el método de pasta (pasta), el método de ciclón eléctrico, etc.

2. Método líquido
Incluyendo el método del baño de sal, el método del baño de sal electrolítica, el método de electrólisis en solución acuosa, etc.

3. Método de gas
Incluyendo el método de vacío, el método de gas sólido, el método de gas indirecto, el método de horno de iones móviles, etc.

4. Método de bombardeo de iones
Incluye carburación por bombardeo de iones, nitruración por bombardeo de iones, metalización por bombardeo de iones, etc.

4. Clasificación según las características del cambio de composición química de la superficie.
La infiltración por difusión se puede clasificar en cuatro categorías:
- Infiltración de diversos elementos no metálicos.
- Infiltración de diversos elementos metálicos.
- Infiltración simultánea de elementos metálicos y no metálicos.
- Difusión para eliminar elementos impurezas, entre otros.
5. Clasificación según la estructura de fases formada por los elementos infiltrantes y los elementos de acero
Hay dos mecanismos involucrados en el proceso de modificación de la superficie del acero. El primer mecanismo es la formación de soluciones sólidas por los elementos infiltrantes que se disuelven en la red de elementos disolventes. En esta categoría entran la carburación, la carbonitruración y procesos similares.
El segundo mecanismo es la reacción de difusión, que tiene dos subtipos.
El primer subtipo implica que los elementos infiltrantes reaccionen con los elementos presentes en el acero para formar fases ordenadas, también conocidas como compuestos metálicos. La nitruración, comúnmente llamada nitruración, es un ejemplo de este subtipo.
El segundo subtipo ocurre cuando la solubilidad de los elementos infiltrantes en la red de elementos solventes es muy baja. En este caso, los elementos infiltrantes reaccionan con los elementos presentes en el acero para formar fases compuestas. La boronización es un ejemplo de este subtipo.
6. Clasificar según el efecto/propósito de los elementos de infiltración en las propiedades superficiales de las piezas de acero.
- Incrementar la dureza, resistencia, resistencia a la fatiga y resistencia al desgaste de la superficie de la pieza mediante el empleo de técnicas como carburación, nitruración, carbonitruración y otras.
- Incrementar la dureza y resistencia al desgaste de la superficie de la pieza mediante métodos como boroización, vanadización, niobio y otros.
- Reducir el coeficiente de fricción y mejorar la resistencia al agarrotamiento y al rayado de la superficie de la pieza mediante técnicas como la sulfuración, la oxinitruración y el tratamiento de penetración de azufre-nitrógeno.
- Mejorar la resistencia a la corrosión de la superficie de la pieza mediante técnicas como siliconación, cromado, nitruración y otras.
- Aumente la resistencia a la oxidación a alta temperatura de la superficie de la pieza mediante métodos como aluminización, cromado, siliconación y otros.
7. Clasificación según el estado de la estructura de acero durante el tratamiento térmico químico.
Tabla 1 Tabla de clasificación formada según el estado estructural del acero.
| Tratamiento térmico químico en estado austenítico. | Tratamiento térmico químico en estado de ferrita. |
| Carburación | nitruración |
| carbonitruración | nitrocarbonización |
| Boronización, boroaluminización, borosiliconización, borocirconización, carburación de compuestos de boro-carbono, carburación de compuestos de boro-carbono y amoníaco, etc. | Oxinitruración, oxinitrocarburación |
| Cromado, cromado aluminizado, cromado siliconado, cromado nitrurado, cromado titanizado | Sulfurización |
| Aluminización, penetración de aluminio-níquel, penetración de aluminio en tierras raras, etc. | Oxinitruración, oxinitrocarburación |
| Siliconización | Galvanizado |
| Vanadio, niobio, titanio, etc. |
La Tabla 1 muestra que la temperatura del tratamiento térmico químico del acero en estado de ferrita es generalmente inferior a 600 ℃, lo que se conoce como tratamiento térmico químico a baja temperatura.
Por otro lado, la temperatura del tratamiento térmico químico del acero en estado austenítico normalmente es superior a 600 ℃, lo que se conoce como tratamiento térmico químico de alta temperatura.
Los procesos de tratamiento térmico químico a baja temperatura ofrecen varias ventajas, que incluyen una temperatura de tratamiento más baja, eficiencia energética, distorsión mínima de la pieza de trabajo, resistencia a la corrosión mejorada y propiedades antiagarrotamiento, mayor dureza y rendimiento antidesgaste y fricción mejorados.
Además, como puede verse en la Tabla 1, el tratamiento térmico químico del acero suele recibir el nombre de la infiltración de diferentes elementos, como carburación, nitruración, carbonitruración, etc.
Características del tratamiento térmico químico.
En comparación con los métodos de endurecimiento de superficies, como el enfriamiento de superficies y el fortalecimiento de la deformación de superficies, tiene las siguientes características.

- Al introducir diferentes elementos, la composición química y la estructura de la superficie de la pieza se pueden modificar de manera efectiva para lograr diversas propiedades de la superficie, cumpliendo así los requisitos de rendimiento de la pieza en diferentes condiciones operativas.
- La profundidad de la capa de cementación en el tratamiento térmico químico típico se puede ajustar en función de las especificaciones técnicas de la pieza, y la composición, estructura y rendimiento de la capa de cementación varían gradualmente desde la superficie hasta el interior. La capa de cementación y la matriz están unidas metalúrgicamente, lo que da como resultado una unión fuerte y evita el pelado de la capa superficial.
- El tratamiento térmico químico generalmente no está restringido por la forma geométrica de la pieza. Independientemente de la forma, la carcasa y la cavidad interior pueden obtener la capa de penetración requerida o la capa de penetración local. Por el contrario, el endurecimiento superficial, el laminado, el prensado en frío, el laminado en frío y otros tratamientos de endurecimiento por trabajo en frío están limitados por la forma de la pieza de trabajo.
- La gran mayoría de los tratamientos térmicos químicos tienen deformación de piezas pequeñas, alta precisión, buena estabilidad dimensional y otras ventajas. Procesos como nitruración, nitruración suave, nitruración iónica y otros permiten que la pieza mantenga una alta precisión, baja rugosidad superficial y buena estabilidad dimensional.
- El tratamiento térmico químico puede mejorar integralmente las propiedades superficiales de la pieza de trabajo. La mayoría de los tratamientos térmicos químicos pueden aumentar la resistencia a la corrosión, la resistencia a la oxidación, la reducción de la fricción, el antiagarrotamiento, la resistencia a la corrosión y otras propiedades de la capa superficial de la pieza, al tiempo que mejoran las propiedades mecánicas de la superficie.
- El tratamiento térmico químico general tiene un efecto más significativo en la mejora de la calidad de los productos mecánicos, liberando el potencial de los materiales y prolongando la vida útil. Por lo tanto, puede conservar materiales de metales preciosos, reducir gastos y aumentar los beneficios económicos.
- La mayor parte del tratamiento térmico químico es un proceso físico, químico y metalúrgico complejo. Debe calentarse en un medio activo específico mediante reacciones físicas y químicas en la interfaz y difusión metalúrgica desde el exterior hacia el interior. Como resultado, el proceso es complicado, el ciclo de tratamiento requiere mucho tiempo y los requisitos de equipo son elevados.
Conclusión
Este artículo se centra principalmente en definir, clasificar y resaltar las características del tratamiento térmico químico.
Al proporcionar esta información fundamental, se espera que los lectores obtengan una comprensión más profunda del tema.







