Tipos de portaherramientas
Según el cono del orificio de la herramienta del husillo del centro de mecanizado, generalmente se divide en dos categorías:
- Portaherramientas universal SK con cono 7:24
- Portaherramientas de vacío HSK con cono 1:10
Portaherramientas universal SK con cono 7:24
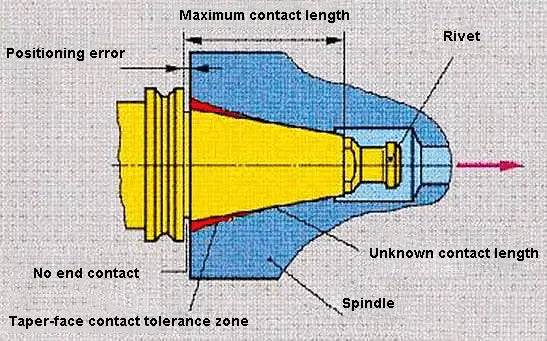
7:24 significa que la conicidad del portaherramientas es 7:24, que es un posicionamiento de superficie cónica única con un vástago cónico más largo.
La superficie cónica realiza al mismo tiempo dos funciones importantes: el posicionamiento preciso del portaherramientas con respecto al husillo y la sujeción del portaherramientas.

Beneficios:
El diseño sin bloqueo automático permite una carga y descarga rápida de la herramienta. El coste del portaherramientas es relativamente bajo ya que el ángulo cónico se puede mecanizar con un alto grado de precisión, asegurando una conexión precisa.
Desventajas:
Durante la rotación a alta velocidad, el orificio cónico en el extremo frontal del eje se expandirá. La cantidad de expansión aumenta al aumentar el radio de rotación y la velocidad, lo que disminuye la rigidez de la conexión cónica. El desplazamiento axial del portaherramientas también cambiará bajo la acción de la tensión de la barra de tiro. Después de cada cambio de herramienta, la dimensión radial de la
Generalmente existen cinco estándares y especificaciones para portaherramientas universales con cono de 7:24:
Portaherramientas de vacío HSK con cono 1:10
- Norma Internacional: IS0 7388/1 (abreviada como IV o IT)
- Estándar japonés: MAS BT (abreviado como BT)
- Norma alemana: tipo DIN 2080 (abreviado como NT o ST)
- Estándar americano: ANSI/ASME (abreviado como CAT)
- Tipo DIN 69871 (abreviado como JT, DIN, DAT o DV)
Método de tensado.
Los portaherramientas tipo NT se sujetan mediante una barra de tiro en las máquinas convencionales, también conocida localmente como ST.
Los otros cuatro portaherramientas se fijan al centro de mecanizado a través de un saliente en el extremo del portaherramientas.
Universalidad.
(1) En la actualidad, los portaherramientas más utilizados en China son DIN 69871 (JT) y el japonés MAS BT.
2) Los portaherramientas DIN 69871 también se pueden montar en máquinas con orificios de husillo cónicos ANSI/ASME.
(3) El portaherramientas estándar internacional IS0 7388/1 también se puede instalar en máquinas herramienta con orificio cónico DIN 69871 y husillo ANSI/ASME. Por tanto, en términos de versatilidad, el portaherramientas IS0 7388/1 es el mejor.
Portaherramientas de vacío HSK con cono 1:10
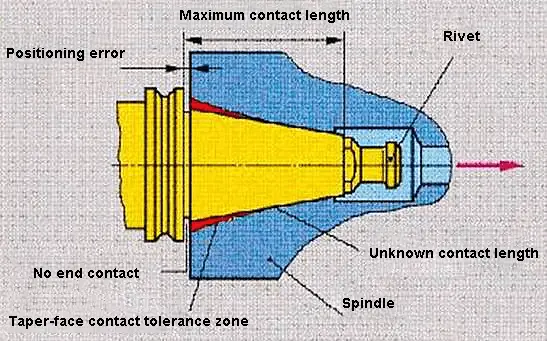
Los portaherramientas de vacío HSK se basan en la deformación elástica del portaherramientas, no solo el portaherramientas con un cono de 1:10 en contacto con el cono de 1:10 del orificio del husillo de la máquina herramienta, sino también la cara de la brida del portaherramientas. en estrecho contacto con la cara del husillo.
Este sistema de contacto bilateral es superior a un portaherramientas universal 7:24 en términos de mecanizado de alta velocidad, rigidez de conexión y precisión de superposición.

El portaherramientas de vacío HSK puede mejorar la rigidez, la estabilidad y la precisión del producto durante el mecanizado de alta velocidad y también reducir el tiempo de reemplazo de herramientas, que es esencial para el mecanizado de alta velocidad. Es adecuado para velocidades de husillo de máquinas herramienta de hasta 60.000 rpm. El sistema de herramientas HSK se utiliza ampliamente en las industrias aeroespacial, automotriz y de moldes de precisión, entre otras.
Los portaherramientas HSK están disponibles en los tipos A, B, C, D, E y F, siendo los tipos A, E y F comúnmente utilizados en centros de mecanizado con proceso de cambio automático de herramienta (ATC).
La mayor diferencia entre el tipo A y el tipo E:
(1) El tipo A tiene una ranura de transmisión, pero el tipo E no. Por lo tanto, el tipo A tiene un par de transferencia relativamente mayor, que puede soportar cortes pesados. El par transmitido por el E-Type es relativamente pequeño, por lo que sólo puede soportar cortes ligeros.
(2) El portaherramientas tipo A tiene orificios de sujeción manual y ranuras de dirección además de la ranura de transmisión, lo que resulta en un equilibrio relativamente deficiente. El tipo E carece de estas características, lo que lo hace más adecuado para el procesamiento de alta velocidad.
Los mecanismos Tipo E y Tipo F son idénticos. La diferencia entre ellos es que para cables con el mismo nombre (como E63 y F63), la conicidad del cable Tipo F es un tamaño más pequeño. Esto significa que tanto E63 como F63 tienen un diámetro de brida de φ63, pero el cono F63 tiene exactamente el mismo tamaño que el E50. Por lo tanto, el F63 girará más rápido (con un cojinete de husillo más pequeño) en comparación con el E63.
Forma de fijar la herramienta en el portaherramientas.
Portaherramientas de resorte c
Se utiliza principalmente para portaherramientas rectos como taladros, fresas y machos de roscar, o para sujetar herramientas.
La deformación elástica del anillo de retención es de 1 mm y el rango de sujeción es de 0,5 a 32 mm de diámetro.

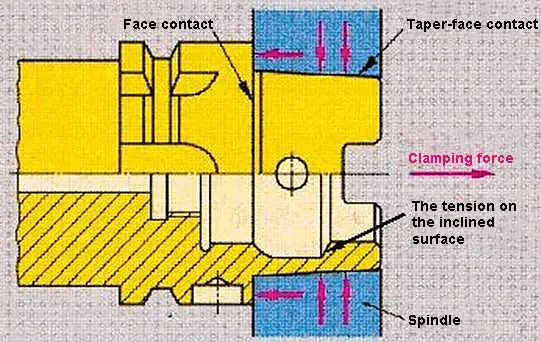
mandril hidráulico
- A- Tornillo de bloqueo, que utiliza una llave Allen para apretar el tornillo de bloqueo;
- B- Pistón de bloqueo, que presiona el medio hidráulico hacia el interior de la cámara de expansión;
- C- Cámara de expansión, que es presurizada por líquido para generar presión;
- Casquillo de expansión D-Thin, que permite que el centro de la varilla de sujeción de la herramienta se coloque y acople uniformemente durante el proceso de bloqueo.
- E- Juntas especiales, que garantizan una estanqueidad ideal y una larga vida útil.
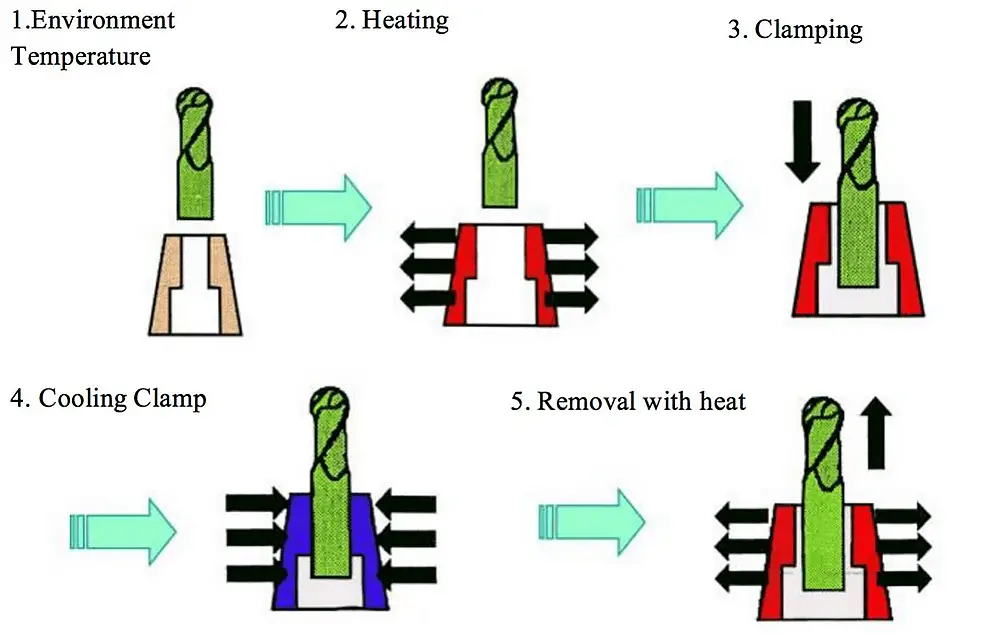
Portaherramientas calentado
La tecnología de calentamiento por detección se utiliza para calentar la parte de sujeción de la herramienta del portaherramientas, lo que hace que su diámetro se expanda. Luego se inserta la varilla fría en el portaherramientas caliente. Esto da como resultado una fuerza de sujeción elevada y un buen equilibrio dinámico, lo que lo hace adecuado para el mecanizado de alta velocidad.
La tecnología también ofrece alta precisión de repetibilidad dentro de 2 μm y desviación radial dentro de 5 μm, y tiene buena resistencia a manchas e interferencias durante el mecanizado.
Sin embargo, sólo se puede instalar una herramienta con un diámetro de vástago específico para cada especificación de portaherramientas y también se requiere un conjunto de equipos de calefacción.
El principio de fijación del portaherramientas pirocondensado:

Revisión completa y comparación de portaherramientas.
| Evaluación | Tipo de abrazadera de resorte | tipo hidráulico | Tipo pirocondensacional |
| Diagrama de estructura |  |
 |
 |
| Versatilidad | ser utilizado en todos los procesos; muy versátil | limitado para mecanizado de alta velocidad; altos costos de mantenimiento | Excelente rendimiento en una amplia gama de aplicaciones de mecanizado de alta velocidad |
| Golpe del portaherramientas | clip de resorte de calidad <10 µm | >5 µm | alrededor de 3 micras |
| Duro | bien | bien | |
| Balance dinámico | bien | en general | bien |
| Vibraciones | ninguna ventaja | puede absorber vibraciones | ninguna ventaja |
| Conveniencia | La precisión depende del operador. | la estructura de fijación se daña fácilmente | operación estandarizada |
| Costo | en general | Estimado | Más barato que el tipo hidráulico. |
Otros tipos de portaherramientas

Selección y mantenimiento de portaherramientas.
Factores que influyen en la selección.
A la hora de elegir un portaherramientas, algunos factores clave influyen en su decisión:
- Compatibilidad : debe asegurarse de que el portaherramientas se ajuste al husillo de su máquina.
- Tipo y tamaño de herramienta : Debe elegir el portaherramientas adecuado para la herramienta específica requerida.
- Material : Diferentes materiales como acero, aluminio o plástico afectan la durabilidad y el rendimiento del soporte.
- Equilibrio : para aplicaciones de alta velocidad, busque portaherramientas con mejor equilibrio y mínima desviación.
Cuidado y manejo adecuados
Para prolongar la vida útil de sus portaherramientas y mantener su rendimiento, estos son los pasos a seguir:
- Almacenamiento : mantenga mis portaherramientas en un ambiente seco y limpio, lejos de contaminantes y humedad.
- Limpieza : Antes y después del uso, limpie los portaherramientas con un paño suave para eliminar los residuos.
- Inspección : Inspeccione mis portaherramientas periódicamente para detectar signos de desgaste, daños o corrosión. Reemplácelos si es necesario.
- Lubricación : Cuando sea necesario, aplique lubricantes para evitar la oxidación y garantizar un funcionamiento suave.
- Manipulación : Para evitar daños, manipule los portaherramientas con cuidado, evitando dejarlos caer o golpear superficies duras.







