
1. Aplanamiento
El método de aplanamiento (también conocido como dobladillo) se ilustra en la Figura 2-20. Inicialmente, el borde de la chapa se dobla en una forma de 30° utilizando una matriz de doblado de 30°. Luego se aplana el borde doblado. El aplanamiento se puede realizar mediante prensa, máquina hidráulica o plegadora.
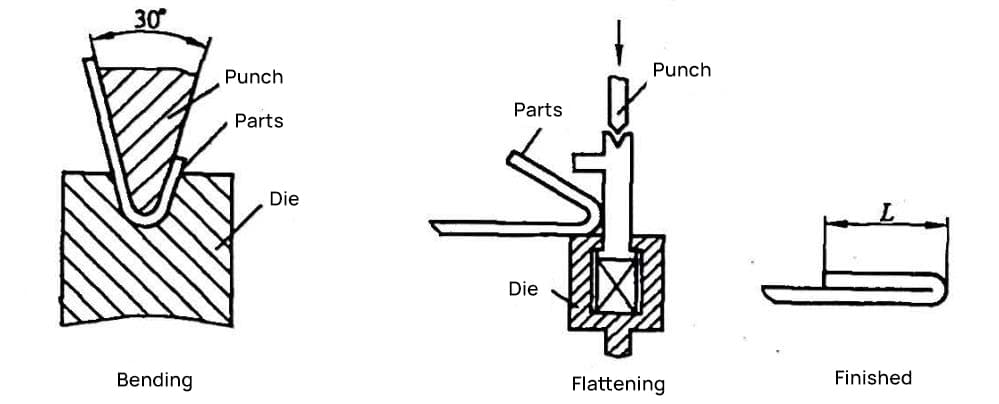
El tamaño mínimo del ancho de aplanamiento L min para la plegadora se puede calcular usando la Ecuación (2-3) más 0.5t (siendo t el espesor del material), como se muestra en la Ecuación (2-7):
Yo mín = (B vmín – x) / 2 + f + 1,5t (2-7)
Los materiales de láminas comunes adecuados para enderezar incluyen acero inoxidable, láminas galvanizadas y láminas de zinc y aluminio. No se deben utilizar piezas que requieran galvanoplastia, ya que las áreas planas pueden provocar atrapamiento de ácido, lo que dificulta el tratamiento.
2. Curva de pieza en forma de U de 180°
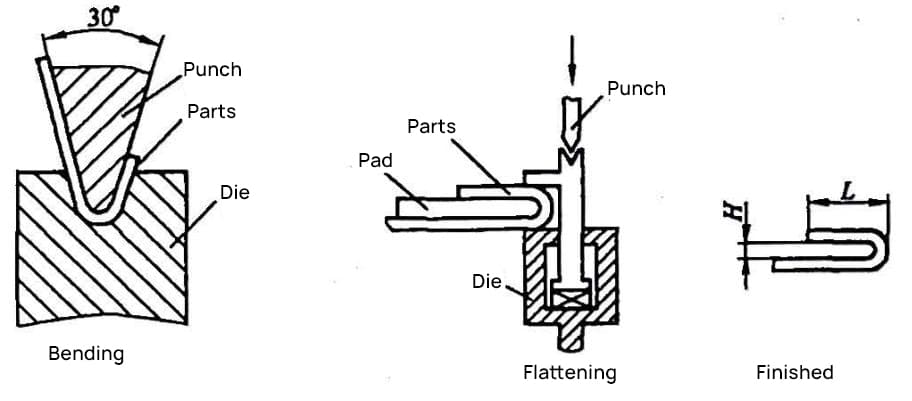
El proceso de doblar una pieza en forma de U de 180° se muestra en la Figura 2-21. Primero doble el material de la lámina a 30° con una herramienta para doblar 30°, luego aplane el borde doblado y retire el espaciador después de aplanarlo.
El espesor del espaciador H debe elegirse entre tamaños de lámina comunes (como 0,5 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm) y no es aconsejable elegir un espesor de lámina muy grande. Cuando la abertura de la pieza en U de 180° es grande, se debe utilizar un molde especial para doblar.
El tamaño mínimo del borde de pliegue L, ancho mínimo de pliegue, se puede calcular con la ecuación (2-3) más H. La ecuación es la siguiente:
L mín = (B vmín – x) / 2 + f + H (2-8)
3. Dobladillo triple
La funda de triple plegado se muestra en la Figura 2-22. El plegado debe realizarse primero en el lado corto que se muestra en la figura, luego se forma la pieza en forma de U usando el método de doblado de pieza en U de 180° mencionado anteriormente y, finalmente, se forma la pieza de dobladillo de triple plegado usando el método de aplanamiento.
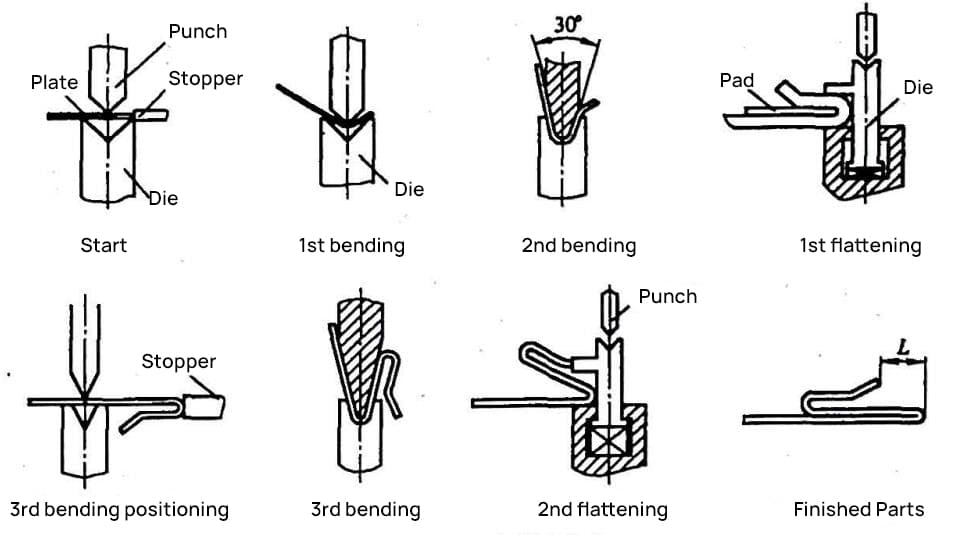
Al diseñar y preparar tecnología de procesamiento para piezas que requieren un borde muerto triple, se debe prestar atención a las dimensiones estructurales de todas las piezas.
Las dimensiones estructurales deben cumplir con las dimensiones mínimas de flexión requeridas por cada etapa y la dimensión mínima de ancho L min del borde final aplanado y comprimido, evitando postprocesamiento innecesario o fabricación de accesorios especiales.
El valor recomendado de la dimensión de ancho mínimo L min del borde comprimido aplanado se muestra en la Tabla 2-5.
Tabla 2-5 Dimensión mínima del ancho final del borde plano comprimido para dobladillo triple (Unidad: mm)
| Espesor del material | 0,5 | 0,6 | 0,8 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 |
| Dimensión mínima del borde comprimido L min | 4.0 | 4.0 | 4.0 | 4.0 | 4.5 | 4.5 | 5.0 | 5.0 |
Observación:
- Los datos de la tabla son experimentales y solo como referencia.
- Incluso cuando la estructura lo permita, no es aconsejable utilizar el tamaño mínimo de borde comprimido.







