
Durante la última década, debido al importante impulso para la conservación de energía y la protección del medio ambiente, el desarrollo de aleaciones de magnesio y sus tecnologías de soldadura se ha acelerado más que nunca.
Constantemente surgen avances en los métodos, materiales y equipos de soldadura, lo que proporciona condiciones favorables sin precedentes para avanzar hacia una producción de soldadura de aleaciones de magnesio de mayor calidad, más eficiente y rentable. Esto estimuló enormemente la industrialización de las aleaciones de magnesio.

I. Soldadura láser de aleaciones de magnesio y aluminio.
Metales diferentes, como el magnesio y el aluminio, se pueden unir mediante métodos como la soldadura por difusión al vacío, la soldadura explosiva y la soldadura por fricción y agitación.
Sin embargo, la fuerza de unión conseguida no es la ideal. La razón principal de este resultado es la formación de compuestos intermetálicos de alta dureza y alta fragilidad dentro del baño de soldadura durante la soldadura de los dos materiales.
Las partículas de carburo de silicio (SiC) a menudo se combinan con aleaciones de magnesio y aluminio en el campo de la fundición para formar materiales compuestos. Esta combinación refina la microestructura de los materiales y mejora integralmente sus propiedades mecánicas.
El SiC también se utiliza a menudo en procesos de recubrimiento de superficies. Basado en las propiedades del SiC y su aplicación en materiales compuestos de magnesio y aluminio, el SiC se propone como capa intermedia para la soldadura láser de magnesio y aluminio.
El objetivo es utilizar partículas de SiC como capa intermedia para la soldadura láser de magnesio y aluminio, mejorando así el rendimiento de la unión de soldadura magnesio-aluminio.
Comparando la soldadura láser directa de aleación de magnesio y aleación de aluminio con la soldadura láser que incorpora partículas de SiC, la sección transversal macroscópica de la costura de soldadura se ilustra en la Figura 3.
Bajo las mismas condiciones de potencia del láser, se producen cambios en la morfología macroscópica del baño de soldadura. En comparación con la soldadura láser directa, la adición de una capa intermedia de SiC reduce la capacidad de agitación interna del baño de soldadura y aumenta el ancho de la masa fundida en la interfaz de las láminas de magnesio y aluminio.
Las pruebas de corte en las muestras soldadas revelan que la inclusión de SiC altera la microestructura del baño de soldadura, reduce el espesor de la capa de reacción del compuesto intermetálico y aumenta la resistencia al corte y a la tracción de la costura de soldadura, que puede ser más de tres veces mayor que el de la soldadura láser directa.
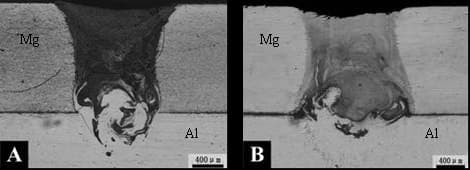
A. Soldadura láser directa
B. Soldadura láser con capa intermedia de SiC
II. Soldadura por arco de plasma con corriente pulsada de aleaciones de magnesio.
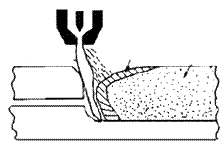
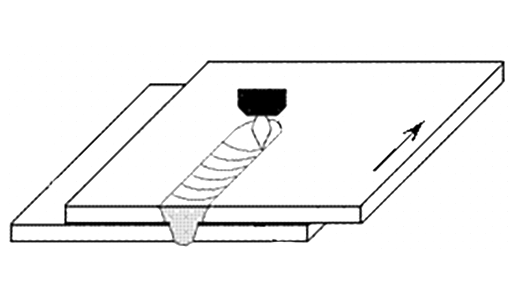
Se utilizó soldadura por arco de plasma con corriente pulsada para soldar una lámina de aleación de magnesio de 5 mm de espesor. El esquema del proceso se muestra en la Figura 6.
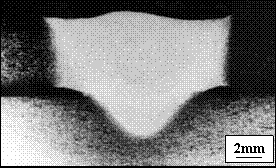
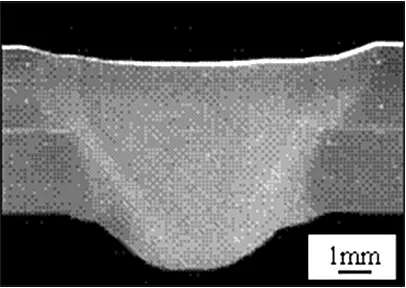
En la figura se muestra una fotografía macroscópica de la costura de soldadura. A partir de la imagen macroestructural de la costura de soldadura, la lámina superior de magnesio exhibe las características de la soldadura por microagujeros por arco de plasma con corriente pulsada: fusión inversa uniforme, pequeños cambios en las dimensiones del ancho de la fusión en las superficies superior e inferior de la junta, lo que será ventajoso para reducir concentración del estrés y mejora del rendimiento articular.
Este método no solo mejora la calidad de la soldadura de láminas de aleación de magnesio de espesor medio, sino que también simplifica el proceso de producción y aumenta la productividad, lo que lo hace adecuado para la producción en masa.
III. Tecnología de soldadura activada
1. Soldadura activada de aleaciones de magnesio
La soldadura con gas inerte de tungsteno activado (A-TIG) es un método que implica recubrir la superficie del material base con un activador antes de soldar. Con las mismas especificaciones de soldadura, en comparación con la soldadura TIG convencional, puede aumentar significativamente la profundidad de penetración de la soldadura.
Al soldar aleaciones de magnesio, la profundidad de penetración de la soldadura AC TIG aumenta significativamente después de la adición del activador desarrollado, como se muestra en la figura.
Las pruebas de rendimiento mecánico indican que la resistencia de la junta soldada A-TIG de aleación de magnesio puede alcanzar el 90% del material original, logrando una penetración profunda y una conexión de alta calidad de las aleaciones de magnesio.
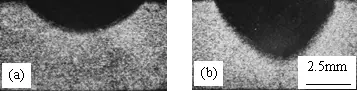
(a) Sin activador
(b) Con activador
2. Soldadura con alambre de relleno activo de aleación de magnesio
La técnica tradicional de soldadura activa aplica el activador a la superficie de la probeta de soldadura, lo que tiene el inconveniente de no poder soldar con alambre de aporte. Por lo tanto, se propuso un método de soldadura con alambre de relleno activo, en el que el activador se aplica a la superficie del alambre de soldadura, seguido de la soldadura con alambre de relleno, como se muestra en la Figura 5.
La soldadura TIG con alambre de relleno de alambre activo de aleación de magnesio supera la dificultad de la transición de las gotas durante la soldadura del alambre de relleno en las técnicas de soldadura activa tradicionales al permitir una transición suave de las gotas al charco de soldadura fundida.
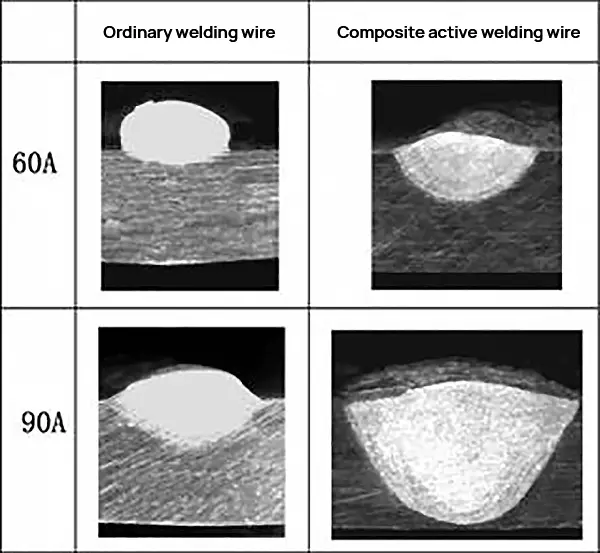
Al mismo tiempo, el activador aumenta la profundidad de penetración de la soldadura, lo que lo convierte en un método de soldadura ideal de alta eficiencia para aleaciones de magnesio. En comparación con el método de soldadura con alambre de relleno TIG estándar, este método puede mejorar significativamente la eficiencia y la profundidad de penetración de la soldadura de aleación de magnesio.
La Figura 5 compara las profundidades de penetración de la soldadura con corrientes de 60 A y 90 A. A 60 A, la tasa de aumento de la profundidad de penetración (en comparación con la profundidad de penetración del alambre vivo y la soldadura con alambre normal) puede alcanzar más del 300%.
Con una corriente de soldadura de 90 A, la profundidad de penetración lograda con la soldadura con alambre activo compuesto es la mayor, con una tasa de aumento del 243 %. Para una placa de aleación de magnesio AZ31 de 5 mm de espesor, se puede soldar completamente en una sola pasada.
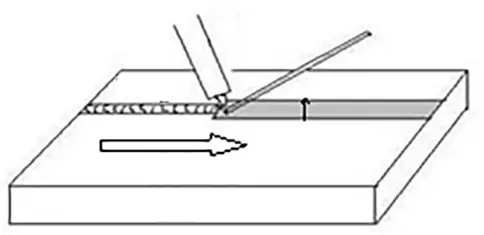
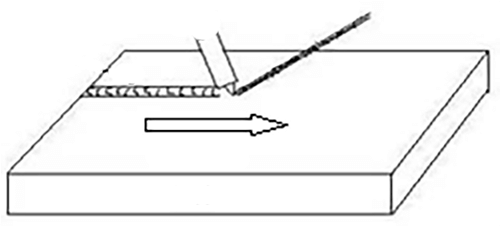
Figura 5 Diagrama esquemático de soldadura.
4. Tecnología de soldadura adhesiva por fusión.
En respuesta a la demanda urgente de tecnología para unir materiales metálicos diferentes, se propone una nueva técnica de unión de “adhesivo por fusión” (o soldadura adhesiva).
Este método combina orgánicamente tecnologías de soldadura por fusión continua como láser y arco de plasma con tecnología adhesiva, logrando una unidad efectiva de unión mecánica, metalúrgica y química.
No solo tiene las ventajas de la soldadura por puntos adhesiva tradicional, sino que también logra la promoción sinérgica de la "unión de líneas" y la "unión de superficies adhesivas" de la soldadura por fusión continua. Esto aumenta significativamente el rendimiento general de la junta, proporcionando una nueva dirección para futuras conexiones de materiales diferentes.
1. Soldadura adhesiva por arco de plasma de aleación de magnesio.
Los experimentos se realizaron en placas de aleación de magnesio similares utilizando tecnología de soldadura adhesiva por arco de plasma. Se exploraron las características del proceso de soldadura adhesiva por arco de plasma y se analizaron la estructura y el rendimiento de la costura de soldadura. Esta investigación proporciona una guía importante para estudios posteriores de las características del proceso de soldadura adhesiva por arco de plasma.
La soldadura por arco de plasma adhesivo es un nuevo método de soldadura que combina la soldadura por arco de plasma y la tecnología adhesiva para unir piezas de trabajo. El arco de plasma tiene una alta densidad de energía y temperatura de columna de arco, proporcionando calentamiento concentrado a la pieza y demostrando una fuerte capacidad de penetración.
Este método puede lograr una penetración completa única en placas de espesor medio y, a la misma profundidad de penetración, su velocidad de soldadura es mayor que la soldadura TIG, mejorando así la productividad de la soldadura.
Además, el arco de plasma transmite menos aporte térmico a la pieza de trabajo y la sección transversal de la costura de soldadura es comparativamente estrecha, con una gran relación entre profundidad y anchura, asemejándose a la forma de una "botella de vino". La zona afectada por el calor es estrecha, lo que provoca pequeñas deformaciones en la soldadura.
Las juntas adhesivas distribuyen uniformemente la tensión, evitando la concentración de tensión y manteniendo un buen sellado. La unión adhesiva puede eliminar la necesidad de sujetadores mecánicos (como tornillos y tuercas) y no se requieren orificios de conexión, evitando así reducir el área de la sección transversal efectiva del material.
Este método permite el uso total de la resistencia del material, reduciendo significativamente el peso estructural total. Además, la junta tiene propiedades de aislamiento y resistencia a la corrosión.
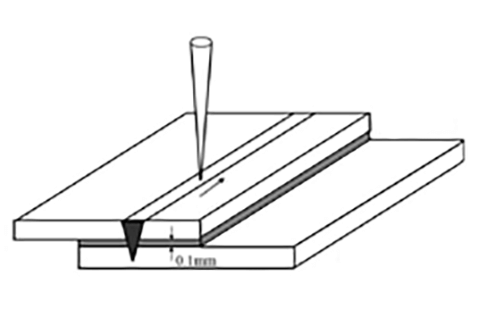
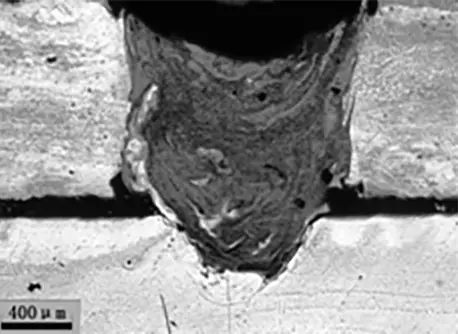
La siguiente imagen muestra un esquema del proceso de soldadura adhesiva por arco de plasma. La unión soldada emplea un método de unión traslapada. El grosor de la pegatina es de 0,1 mm. Se realizaron pruebas de soldadura por arco de plasma adhesivo de aleación de magnesio en condiciones sin biselado ni protección de moldeo forzado en la parte posterior.
Como se muestra en la Figura 19, la sección transversal de la soldadura revela que el baño de soldadura es más ancho en la parte superior y más estrecho en la parte inferior, asemejándose a una forma de "T". La depresión superficial es pequeña y el interior de la soldadura no presenta defectos evidentes, como porosidad o grietas.
El análisis de las propiedades mecánicas indica que la carga de falla de la junta de soldadura adhesiva por arco de plasma muestra una mejora significativa en comparación con la soldadura por arco de plasma y las juntas adhesivas. Bajo las mismas condiciones de carga, la junta de soldadura adhesiva por arco de plasma demuestra una tendencia reducida al agrietamiento térmico.
2. Soldadura adhesiva por láser de aleación de magnesio y aleación de aluminio.
La innovadora técnica de soldadura adhesiva láser se ha aplicado para unir metales distintos al magnesio y al aluminio, consiguiendo conexiones efectivas entre finas láminas de estos dos metales.
Este método cambia significativamente la distribución y características de los compuestos intermetálicos entre magnesio y aluminio, aumentando así la profundidad de penetración de la soldadura y mejorando la resistencia de las uniones soldadas.
Durante el proceso de soldadura adhesiva por láser, la capa adhesiva tiene un gran impacto en todo el baño de soldadura. No sólo cambia el patrón de flujo de todo el baño fundido, sino que también afecta directamente la transferencia de calor durante el proceso de soldadura, cambiando así el proceso de soldadura láser convencional.
El diagrama esquemático de la estructura de soldadura se muestra en la Figura 9, donde se aplica una capa adhesiva con un espesor de 0,1 mm sobre el área de superposición. La morfología macroscópica de la unión soldada se muestra en la Figura 10.
La medición de las propiedades mecánicas de la unión soldada con adhesivo láser de metales diferentes de magnesio y aluminio revela que su rendimiento mecánico integral alcanza más del 90 % de la aleación de magnesio original, satisfaciendo sustancialmente la demanda actual de resistencia de las conexiones de magnesio y aluminio.
Durante el proceso de soldadura adhesiva por láser, la adición de la capa adhesiva acelera la transferencia de calor entre la aleación de magnesio y la aleación de aluminio, aumentando la velocidad de enfriamiento de la aleación de magnesio mientras se precalienta indirectamente la aleación de aluminio. Este precalentamiento aumenta hasta cierto punto la tasa de absorción de la aleación de aluminio para el láser.
V. Tecnología de soldadura por difusión de aleaciones de magnesio y aleaciones de aluminio.
Actualmente, los métodos de soldadura utilizados para metales diferentes de Mg/Al son principalmente soldadura por fusión y soldadura en fase sólida, mientras que la soldadura por difusión con adición de metales de transición intermedios es un método eficaz para conexiones de metales diferentes.
Ajustando la composición de la capa intermedia, se puede lograr el control sobre la estructura de la junta, mejorando así el rendimiento de la junta. Actualmente, existen pocos informes en la literatura sobre conexiones de soldadura por difusión de Mg/Al con la adición de metales de transición intermedios.
El análisis comparativo de la unión soldada por difusión de Mg/Al en condiciones de soldadura por difusión protegida con gas inerte, con y sin metales de transición, revela la razón por la cual la adición de metales de transición intermedios aumenta la resistencia al corte de la unión soldada por difusión de Mg/Al. Los materiales originales utilizados en el experimento son la aleación de aluminio 6061 y la aleación de magnesio AZ31B.
El análisis de rendimiento mecánico indica que la resistencia al corte de las juntas soldadas por difusión directa de Mg/Al puede alcanzar aproximadamente 40 MPa, mientras que con la adición de metales de transición de aleación adecuados, la resistencia al corte de las juntas soldadas por difusión de Mg/Al Al puede alcanzar los 100 MPa.
La razón es que en la soldadura por difusión directa de magnesio y aluminio se forman inevitablemente numerosos compuestos intermetálicos en la zona de unión.
Sin embargo, la estructura de las uniones soldadas por difusión de Mg/Al con metales de transición de aleación añadidos pasa de una red de formas eutécticas a una fase intermedia compuesta de una solución sólida sobresaturada a base de magnesio y partículas de Al dispersas ricas en la segunda fase.
La adición de metales de transición previene eficazmente el contacto directo de la matriz de magnesio y aluminio y las partículas dispersas resultantes aumentan significativamente la resistencia de la unión.
SIERRA. Tecnología de protección por pulverización de arco para uniones soldadas con aleación de magnesio
Con su recubrimiento de alta calidad, mayor eficiencia de producción, simplicidad de operación y ventajas de ahorro de energía, la tecnología de pulverización por arco ha sido un punto focal de investigación desde la invención de las técnicas de pulverización térmica.
La pulverización por arco implica el uso de dos alambres, recubiertos con el material de pulverización deseado, como electrodos consumibles. El arco generado en los extremos de los cables sirve como fuente de calor para fundir estos cables.
Luego, el aire comprimido pasa a través del arco y las gotas fundidas, provocando que se atomicen y golpeen el sustrato a cierta velocidad, formando así el recubrimiento.
Mediante la pulverización por arco se pueden proteger completamente las uniones soldadas, lo que hace que este método sea adecuado para uniones soldadas de metales homogéneos y heterogéneos. Este artículo analiza las características del proceso de pulverización por arco de aleación de magnesio y su proceso de tratamiento posterior a la pulverización, y presenta un recubrimiento de cuasi aleación de magnesio y aluminio recientemente desarrollado. Se rocía un recubrimiento de aluminio puro sobre la superficie del sustrato de aleación de magnesio para aumentar su resistencia a la corrosión.
El proceso de formación del recubrimiento resulta inevitablemente en una cierta cantidad de porosidad tanto en la superficie como en el interior, lo que puede convertirse en una fuente de picaduras. Para aumentar aún más la resistencia a la corrosión del recubrimiento, el sellado posterior al tratamiento de los poros del recubrimiento es un procedimiento esencial.
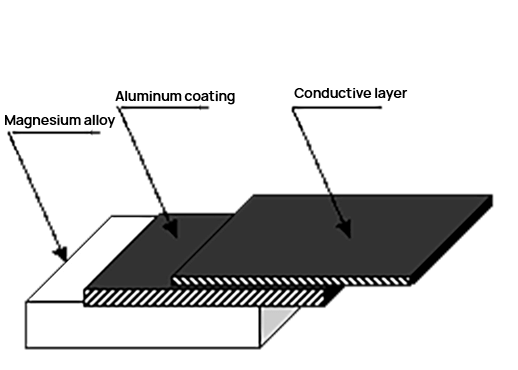
El sellado de poros conductivo se adopta para satisfacer las demandas de industrias específicas. Se agregan rellenos metálicos al agente sellador orgánico, resina epoxi, para formar un recubrimiento conductor mixto, completando el proceso de sellado de poros conductores para recubrimientos de aluminio puro, mientras se investiga la resistencia a la corrosión del sellado de poros conductores orgánicos.
El diagrama esquemático del sello de poro conductor se muestra en la Figura 11. La Figura 12 ilustra la morfología microscópica del recubrimiento de poro que contiene polvo de cobre.
Las pruebas de resistencia del recubrimiento indican que agregar una cierta cantidad de polvo de cobre a la resina epoxi puede hacer que el recubrimiento de sellado de poros sea conductor y su conductividad sea buena. La resistencia a la corrosión del revestimiento de sellado de poros se estudia mediante una prueba de inmersión a temperatura ambiente.
En comparación con el revestimiento no sellado, el revestimiento conductor con poros sellados tiene buena resistencia a la corrosión.
Se explora la viabilidad de utilizar alambres metálicos heterogéneos para la pulverización por arco. Se utilizan alambres de magnesio y aluminio como dos alambres de pulverización, y se preparan recubrimientos compuestos intermetálicos en la superficie de las aleaciones de magnesio para aumentar su resistencia a la corrosión, resistencia al desgaste, resistencia a altas temperaturas y resistencia a la oxidación, permitiendo así su aplicación en un rango más amplio. de campos.
Como dos polos del alambre pulverizador se utilizan alambre de aluminio de alta pureza con un contenido de aluminio superior al 99,7% y alambre de magnesio de alta pureza con un contenido de magnesio superior al 99,7%.
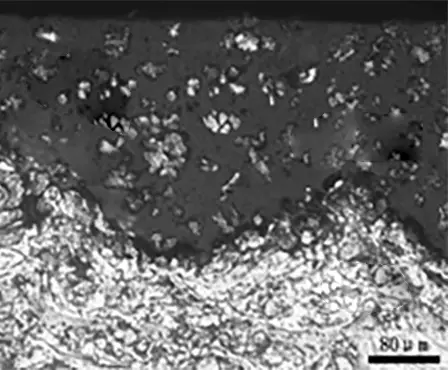
La morfología de la superficie del recubrimiento obtenido mediante pulverización por arco se muestra en la Figura 13. El recubrimiento obtenido es liso y uniforme, con partículas pequeñas y sin partículas metálicas incompletamente fundidas. La porosidad de la superficie también es mínima.
Las mediciones de microdureza del recubrimiento revelan una microdureza promedio de hasta 200 HV, mientras que la dureza promedio del recubrimiento de aluminio puro pulverizado por arco es de sólo 67 HV.
La dureza del compuesto producido por la reacción del magnesio y el aluminio es mayor que la del magnesio y el aluminio puros, y la formación de una gran cantidad de compuestos intermetálicos da como resultado un aumento en la dureza del recubrimiento.
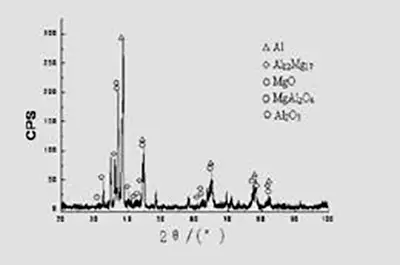
Después de que el magnesio se difunde y reacciona con el aluminio, los óxidos residuales y las partículas de la fase MgAl2O4 dispersas en la matriz también contribuyen al efecto de endurecimiento.
Conclusión
El desarrollo y la aplicación de la aleación de magnesio, un nuevo material estructural, ha presentado importantes desafíos a la tecnología de soldadura, al tiempo que ha ampliado su potencial de uso. Todavía existen muchas dificultades técnicas en la soldadura de aleaciones de magnesio que esperan nuestra exploración y resolución.
Superar estos problemas sentará una base técnica sólida para la aplicación práctica de aleaciones de magnesio y para el diseño y fabricación de componentes de aleaciones de magnesio.
Los avances tecnológicos discutidos anteriormente sin duda aumentarán el nivel de la tecnología de soldadura de productos de aleación de magnesio y promoverán la aplicación de componentes complejos de aleación de magnesio en la producción industrial.







