I. Entradas y salidas del PLC
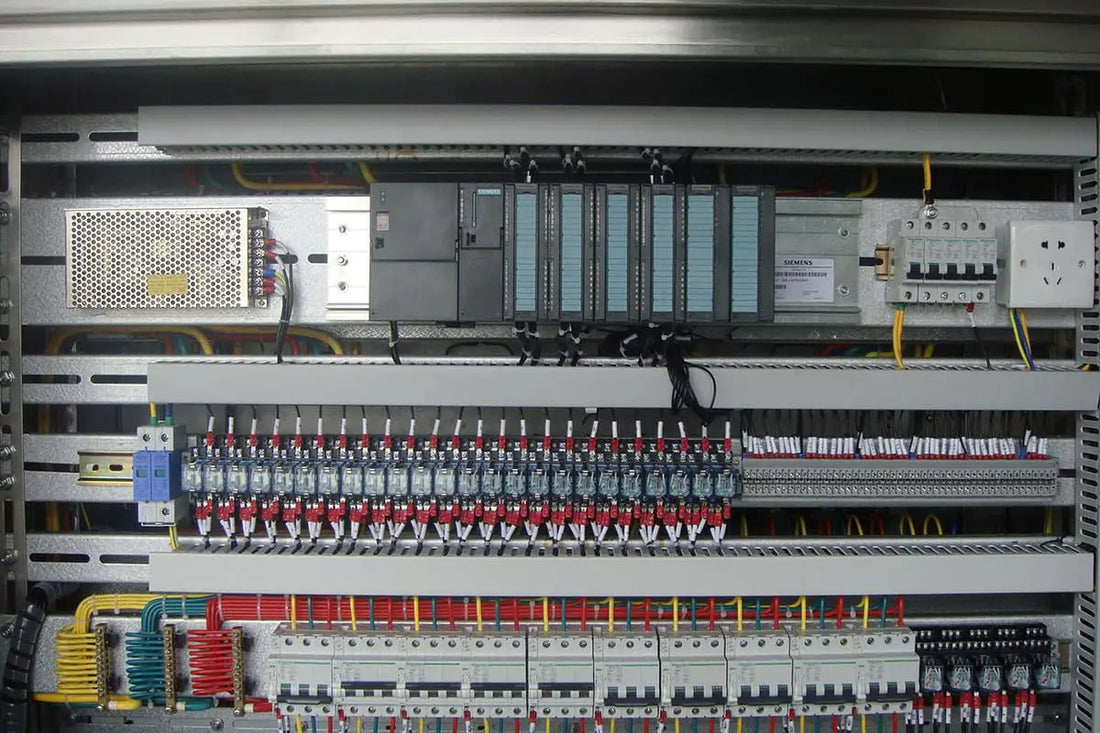
Un pequeño controlador lógico programable (PLC) controla de forma flexible un sistema complejo. Lo que ve son filas escalonadas de bloques de terminales de relés de entrada y salida, luces indicadoras correspondientes y números de PLC, como un circuito integrado con docenas de patas.
Sin un esquema, cualquiera sería incapaz de solucionar problemas en los equipos, lo que resultaría en una desaceleración significativa en la detección de fallas.

Por lo tanto, creamos un gráfico basado en el diagrama eléctrico, colgado en el panel de control o gabinete del equipo, indicando el número de terminal de entrada y salida de cada PLC, su símbolo eléctrico correspondiente y su nombre, similar a la descripción de la función de cada pin. en un circuito integrado. Con este cuadro de entrada y salida, los electricistas familiarizados con el proceso operativo o el diagrama de escalera del equipo pueden comenzar a solucionar problemas.
Para aquellos que no están familiarizados con el proceso de operación o no pueden leer diagramas de escalera, se necesita un gráfico adicional: la tabla de funciones lógicas de entrada-salida del PLC. Esta tabla demuestra la correspondencia lógica de la mayoría de los circuitos de entrada (elementos de activación, elementos asociados) y circuitos de salida (elementos de ejecución) durante el proceso de operación.
La experiencia demuestra que si domina el uso de la tabla de correspondencia de entrada-salida y la tabla de funciones lógicas de entrada-salida, puede solucionar fácilmente fallas eléctricas sin un esquema.
Instrucciones de lógica básica del PLC
| Para describir | mitsubishi | siemens | omrom |
| Carga, contacto normalmente abierto al inicio del circuito. | L.D. | L.D. | L.D. |
| Carga inversa, contacto normalmente cerrado al inicio del circuito. | LDI | LDN | NO |
| E, contacto normalmente abierto | Y | A | Y |
| Contacto inverso y normalmente cerrado | Y YO | UNO | Y NO |
| O contacto normalmente abierto | O | 0 | O |
| Contacto inverso o normalmente cerrado | O YO | ACERCA DE | O NO |
| Bloquear y | ANB | ALD | Y L.D. |
| Bloquear o | PELOTA | VIEJO | O LD |
| Salida | AFUERA | = | AFUERA |
| Denegar | INV | NO | NO |
II. Solución de problemas del circuito de entrada
Para determinar la condición de un botón, interruptor de límite, línea u otro circuito de entrada, puede presionar el botón (u otro contacto de entrada) mientras el PLC está energizado (preferiblemente en un estado no operativo para evitar el funcionamiento involuntario del equipo). .
La luz de entrada del PLC correspondiente al botón debería encenderse, indicando que el botón y la línea están funcionando normalmente. Si la luz no se enciende, es posible que el botón esté defectuoso, que la línea tenga mal contacto o que haya un cable roto.
III. Solución de problemas del circuito de salida
Para los puntos de salida del PLC (considerando aquí los tipos de salida de relé), si la luz indicadora del actuador correspondiente no se enciende a pesar de que el PLC está en funcionamiento, esto indica que la función lógica de entrada-salida del PLC para este actuador no se ha activado, lo que sugiere. una falla en el circuito de entrada.
Si la luz indicadora correspondiente está encendida pero el actuador correspondiente, como una válvula solenoide o un contactor, no funciona, primero verifique la alimentación de control de la válvula solenoide y el fusible.
Si la luz del probador no se enciende al medir el terminal común del punto de salida del PLC correspondiente, puede haber una falla de energía, como un fusible fundido.
Si se enciende la luz del probador, la alimentación está bien, sugiriendo una falla en la electroválvula, contactor o línea correspondiente.
Luego de descartar fallas en la electroválvula, contactor o línea y comprobar que el sistema aún no funciona con normalidad, utilice un multímetro para conectar una sonda al terminal común de salida correspondiente y la otra al punto de salida del PLC correspondiente.
Si la válvula solenoide aún no funciona, esto indica una falla en la línea de salida. Si la válvula solenoide funciona, el problema está en el punto de salida del PLC.
Dado que una pluma de prueba a veces puede dar lecturas falsas, un método de análisis alternativo podría ser medir el voltaje entre el punto de salida del PLC y el extremo común usando un multímetro. Si el voltaje es cero o cercano a cero, sugiere que el punto de salida del PLC está funcionando normalmente y que la falla es externa.
Si el voltaje es relativamente alto, indica que la resistencia de contacto de este punto es demasiado alta y ha sido dañada. Además, cuando el testigo no se enciende, pero se activa la electroválvula o contactor correspondiente, es posible que este punto de salida haya sido soldado por sobrecarga o cortocircuito.
En este punto, se deben quitar los cables conectados a este punto de salida y se debe medir la resistencia entre el punto de salida y el extremo común usando la configuración de resistencia del multímetro. Si la resistencia es baja, esto sugiere que este punto de contacto está dañado. Si la resistencia es infinitamente alta, significa que el punto de contacto es bueno y la luz indicadora de salida correspondiente probablemente esté defectuosa.
4. Inferencia lógica del programa
Existen muchos tipos de PLC que se utilizan habitualmente en la industria. Para los PLC de bajo costo, las instrucciones del diagrama de escalera son básicamente las mismas. Para máquinas de gama media y alta como el S7-300, muchos programas están escritos en listas de instrucciones.
Los diagramas de escalera prácticos deben tener anotaciones simbólicas; de lo contrario, la lectura se vuelve difícil. Comprender el proceso o el funcionamiento del equipo antes de mirar el diagrama de escalera hace que todo sea más fácil.
Al analizar una falla eléctrica generalmente se utiliza el método de retroceso o deducción inversa, es decir, partir del punto de falla, encontrando el relé de salida del PLC correspondiente y comenzando a rastrear las relaciones lógicas que satisfacen su funcionamiento.
La experiencia sugiere que una vez que se encuentra un problema, la falla generalmente se corrige, ya que es raro que ocurran varias fallas simultáneamente.
V. Determinación de Fallas Inherentes al PLC
Normalmente, los PLC son dispositivos extremadamente confiables con una baja tasa de fallas. Sin embargo, factores externos pueden provocar un mal funcionamiento del PLC. Se produjo un incidente con un interruptor de proximidad alimentado a 220 V. Los dos cables de entrada de señal del PLC y la línea de alimentación de 220 V del interruptor de proximidad compartían un cable de cuatro núcleos. Cuando el interruptor falló, el electricista lo reemplazó, pero por error cambió la línea de suministro neutral con la línea común de entrada del PLC, lo que provocó que tres puntos de entrada del PLC en la fuente de alimentación se quemaran.
En otro caso, la línea neutra del transformador de potencia del sistema se interrumpió debido a la corrosión, lo que provocó que el suministro de 220 V del PLC aumentara a 380 V. Esto dañó el módulo de alimentación en la base del PLC. Esto se corrigió posteriormente agregando un transformador de control de aislamiento de 380/220 V. Los extremos de salida comunes del PLC Siemens S7-200 están etiquetados como 1L, 2L, etc., con la computadora en funcionamiento representada como AC1N y la fuente de alimentación de +24 V. como L+M. Esta categorización puede confundir fácilmente a los principiantes o a aquellos con menos experiencia. Malinterpretar el L+M como un terminal de alimentación de 220 V puede quemar instantáneamente la fuente de alimentación de 24 V del PLC.
Las probabilidades de que componentes de hardware funcionen mal, como PLC y CPU, o de que falte software, son prácticamente insignificantes. Del mismo modo, a menos que estén sujetos a una fuerte intrusión eléctrica, es poco probable que fallen los puntos de entrada del PLC. Los puntos normalmente abiertos de los relés de salida del PLC, salvo cortocircuitos de carga periférica o un diseño inadecuado que permita que la corriente de carga exceda su rango nominal, tienen una larga vida útil.
Por lo tanto, al solucionar problemas eléctricos, la atención debe centrarse principalmente en los componentes eléctricos periféricos del PLC. En lugar de sospechar constantemente de problemas con el hardware o software del PLC, este enfoque es crucial para reparar rápidamente equipos defectuosos y reanudar rápidamente la producción. Por lo tanto, el énfasis en la resolución de fallas eléctricas en los circuitos de control del PLC no está en el PLC en sí, sino en los componentes eléctricos periféricos dentro de los circuitos controlados por el PLC.







