1. Introducción
La tecnología de soldadura láser remota (RLW), un proceso de soldadura láser robótica sin contacto, ha experimentado importantes avances en los últimos años. Esto ha llevado a una mayor eficiencia de producción y una mayor flexibilidad de procesamiento en el proceso de soldadura por láser.
El concepto de RLW fue introducido por primera vez en 1996 por John Macken.
Una de las características principales de RLW es la combinación perfecta de una fuente láser de alta potencia y alta calidad del haz con una distancia focal larga (hasta 1600 mm) y un dispositivo de escaneo galvanómetro.
En comparación con la soldadura láser tradicional, RLW ofrece mayor velocidad, ciclos más cortos y mayor flexibilidad.
La investigación sobre la tecnología RLW se ha aplicado a varios tipos de láseres durante mucho tiempo. El láser de fibra de alta potencia con una longitud de onda de 1080 nm es capaz de transmitir el rayo láser a través de la fibra y mejorar la precisión del enfoque y la flexibilidad del procesamiento.
Por otro lado, el láser de CO2 con una longitud de onda larga de 10,6 μm no puede transmitir el haz a través de la fibra óptica.
Debido a su longitud de onda ideal y su excelente calidad de haz, el láser de fibra de alta potencia es la opción preferida para aplicaciones RLW, superando a los láseres de CO2 tradicionales y a los láseres Nd:YAG.
El principio de funcionamiento de RLW es reflejar y dirigir el rayo láser a través del barrido del galvanómetro, permitiendo una transmisión de alta velocidad a la superficie de la pieza.
El escaneo 2D es el más utilizado en el campo RLW. Consiste en un sistema galvanométrico con dos espejos de exploración de luz que pueden girar eléctricamente. El sistema puede soportar una potencia de salida de 5 kW, lo que lo hace más rentable que el escaneo 3D.
Sin embargo, RLW también enfrenta varios desafíos, como la necesidad de preprocesamiento, requisitos de calidad y estabilidad de la soldadura, el suministro de gas de protección y la correcta fijación y posicionamiento de la lámina galvanizada.
En comparación con la soldadura láser tradicional, la RLW requiere una mayor cantidad de parámetros de proceso, que se pueden clasificar en tres grupos: calidad del haz, parámetros de procesamiento y propiedades del material.
2. Proceso de soldadura láser remota
2.1. Principio del proceso
La idea detrás de la soldadura láser remota (RLW) no es del todo nueva. Su principio fundamental consiste en reflejar y posicionar el rayo láser enfocado a una distancia específica sobre la pieza de trabajo mediante un escáner. La distancia focal típica para RLW oscila entre 1000 y 1600 mm.
En 1996, John Macken realizó el primer experimento RLW utilizando un láser con una distancia focal de 1600 mm. Este experimento marcó un hito en el desarrollo del proceso RLW, ya que logró soldar con un patrón de agujeros pequeños.
El escáner ayuda a proyectar correctamente el rayo láser sobre una pieza grande, con un área de 1 mx 1 mo incluso mayor, y la velocidad de soldadura puede alcanzar los 30 m/min.
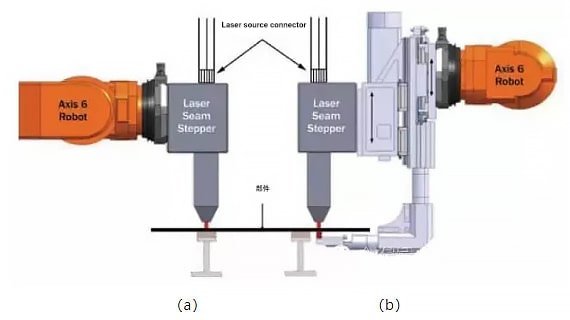
Hay dos modos de trabajo generales para el proceso RLW: el sistema RLW con escáner integrado y el sistema RLW basado en robot.
El sistema RLW con escáner integrado utiliza una unidad de escaneo, generalmente un escáner 2D, para enfocar y posicionar el rayo láser (consulte la Figura 1 (a)).
El sistema RLW basado en robot utiliza un espejo óptico láser de enfoque largo y un robot de seis ejes para su funcionamiento. El robot se encarga de posicionar el rayo láser en la superficie de la pieza (ver Figura 1 (b)).
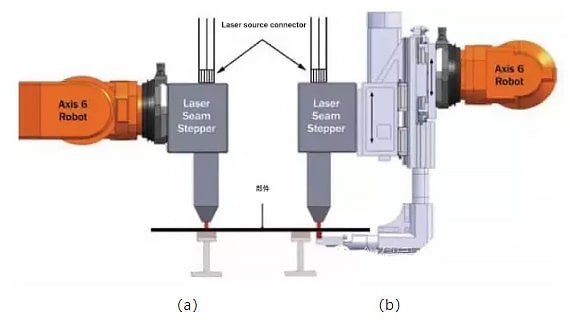
Figura 4. Unidad RLW con láser de fibra de 5 kW
2.3. Características típicas de RLW
Comparado con el proceso tradicional de soldadura láser, el sistema RLW con escáner integrado tiene varias ventajas, tales como:
- Alta flexibilidad, ciclo de procesamiento corto, velocidad de producción rápida, buenos resultados de soldadura, rendimiento uniforme y estable, alta automatización, menores requisitos de material y bajas necesidades de mantenimiento, lo que lleva a menores costos de producción.
- El bajo aporte de calor ayuda a minimizar la deformación térmica.
- El sistema tiene un diseño compacto y ocupa poco espacio.
2.3.1. Producción eficiente
El sistema RLW con escáner integrado es más eficiente debido a su rápida velocidad de soldadura y su corto ciclo de procesamiento.
En condiciones normales, la velocidad de soldadura se puede aumentar de 6 m/min a 30 m/min, dependiendo de la potencia de salida del láser configurada.
Eliminar el tiempo de inactividad del escáner puede reducir aún más el ciclo de procesamiento en un 80 %.
El movimiento ininterrumpido y el rápido posicionamiento del cabezal de escaneo permiten que el sistema RLW se mueva entre soldaduras en solo 50 ms, mientras que el posicionamiento del robot suele tardar de 2 a 3 segundos.
Como resultado, el ciclo de procesamiento del sistema RLW con un escáner integrado es de 6 a 10 veces más rápido que la soldadura por puntos o por arco.
2.3.2. Altamente flexible
La operación a larga distancia entre el cabezal de escaneo y la pieza de trabajo en el sistema RLW proporciona una gran flexibilidad durante la soldadura, lo que no es posible con los equipos de soldadura láser tradicionales.
Como se muestra en la Figura 5, la soldadura solo se puede completar con una operación a larga distancia.
Otro beneficio de la operación a larga distancia es que evita que los vapores o salpicaduras de metal afecten a los componentes ópticos.
Además, las operaciones a larga distancia requieren menos accesorios, lo que reduce efectivamente los costos de equipo en aplicaciones que involucran productos pesados o grandes.
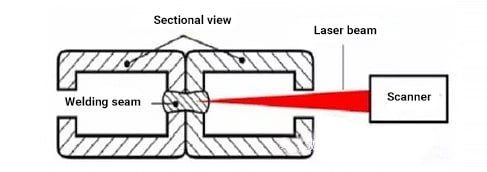
Figura 5. RLW se utiliza para soldar piezas con mala accesibilidad.
2.3.3. Ventaja de costo
RLW ya ha demostrado su rentabilidad en la producción de BIW. Numerosos resultados de investigaciones muestran que el sistema RLW puede reducir los costos de producción de varias maneras, tales como:
- Reducción de costes unitarios de producción mediante la producción en masa.
- Mejore la eficiencia y reduzca los costos de equipos reduciendo la cantidad de pistolas de soldadura láser.
- Reducir los costos de consumo de material al acortar el ancho de superposición de las soldaduras.
- Alargando la vida útil de los equipos y reduciendo los costes de mantenimiento.
Sin embargo, RLW también tiene sus desventajas, como la necesidad de gas protector, vigas, accesorios y seguimiento de soldadura de alta calidad.
El mayor desafío de RLW es proporcionar gas protector a la pieza. El gas auxiliar debe cubrir toda el área de procesamiento, en lugar de moverse sincrónicamente con la soldadura. Esto requiere una gran cantidad de boquillas para inyectar gas protector a un alto caudal simultáneamente para evitar la oxidación y la contaminación. Como resultado, se requiere una gran cantidad de gas protector, lo que aumenta el coste del proceso.
2.4. Aplicación de RLW
Actualmente, la soldadura por resistencia láser (RLW) se utiliza principalmente para la producción en masa de conjuntos de paneles planos, lo que generalmente implica una cantidad sustancial de soldadura.
La industria del automóvil es un área de aplicación clave para RLW.
Hasta la fecha, se han implementado aproximadamente 70 sistemas RLW en diversos procesos de producción, incluida la fabricación de asientos de automóviles (como asientos, marcos, rieles y paneles), componentes de carrocería en blanco (como compartimentos de equipaje, paneles traseros, puertas/piezas de suspensión). , paredes laterales e intercambiadores de calor) y estructuras internas (como nervaduras de refuerzo y estantes/protectores de la ventana trasera superior).
3. Parámetros del proceso RLW
Los investigadores han llevado a cabo diversas pruebas y estudios sobre diversos parámetros del proceso, como la velocidad de soldadura, la posición del enfoque, la inclinación del haz, el gas de protección, el diseño de las juntas y las propiedades del metal base para mejorar las características del haz de RLW. Estas características incluyen potencia del láser, calidad del haz, longitud de onda, diámetro del punto, distancia focal, modo y polarización.
Los investigadores estudiaron RLW equipados con láseres de fibra utilizando cuatro tipos diferentes de acero como materiales base, incluido acero al carbono, acero galvanizado, acero de aleación galvanizado y acero inoxidable.
Los principales parámetros del proceso se presentan en la Tabla 2 a continuación.
Tabla 2. Lista de parámetros del proceso RLW con láser de fibra
| Materiales basicos | Potencia de salida | Longitud focal | Diámetro del punto. | Velocidad de soldadura | Posición de enfoque | Tiempo |
|---|---|---|---|---|---|---|
| (Espesor mm) | K.W. | milímetros | µm | m/min | milímetros | (árbitro.) |
| Acero dulce S355 (1,5 mm) | (mm) 8 | 470 | 640 | 2-14 | 0 | 2008(6) |
| Acero dulce S235 | (mm) 8 | 1053 | 300-800 | 2-22 | -80-80 | 2007(15) |
| Acero galvanizado JAC270EN (1,5mm) | 4 | 1250 | 360 | 5 | 0 | 2009(35) |
| Acero aleado galvanizado GA60 (1 mm) | 4 | 1500 | / | 4 | 0 | 2009(8) |
| Acero inoxidable 1.4301 (20 mm) | (SM) 3 | 500 | 109 | 4-10 | 0 | 2009(36) |
Además, los investigadores también examinaron exhaustivamente varios parámetros del proceso, incluida la potencia de salida, la velocidad de soldadura, el suministro de gas protector, la inclinación del haz y la posición de enfoque.
3.1. potencia del láser
En el proceso de procesamiento con láser, el aumento de la potencia del láser da como resultado un aumento correspondiente en la velocidad de soldadura.
Según los datos, al soldar acero al carbono con soldadura láser remota, si la potencia de salida del láser de fibra aumenta de 4 kW a 8 kW mientras el diámetro del punto permanece constante, la velocidad de soldadura aumentará significativamente. Sin embargo, con el aumento de la potencia del láser, pueden surgir problemas como salpicaduras y hundimientos en las soldaduras, lo que puede afectar negativamente a la calidad de la soldadura.
La Figura 7 muestra la relación entre la potencia del láser, la velocidad de soldadura y la profundidad de penetración cuando se suelda acero al carbono S355 mediante soldadura láser remota.
Como indica el gráfico, un aumento en la potencia del láser conduce a un aumento en la velocidad de soldadura y en la profundidad de penetración.
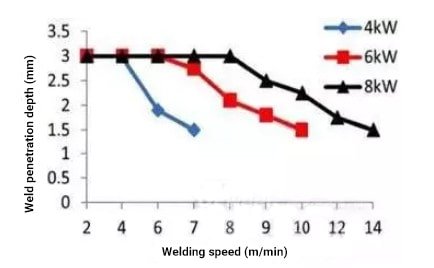
Figura 7. Influencia de la potencia de salida en RLW (con dispositivo de escape, sin gas protector, diámetro del punto 640 mm, distancia focal 470 mm, acero dulce S335)
3.2. Velocidad de soldadura
La velocidad de soldadura es un factor crítico en el proceso de soldadura por láser de resistencia (RLW).
La velocidad de soldadura está determinada principalmente por la densidad de potencia, la profundidad de penetración requerida, el modo del láser, la posición del enfoque y el número de escaneos.
La velocidad de soldadura influye en la apariencia del baño de soldadura, la forma de la junta soldada y la profundidad de penetración.
La Figura 8 ilustra la relación entre la velocidad de soldadura y la profundidad de soldadura cuando se realiza soldadura láser remota en acero inoxidable 1.4301 con diferentes potencias de láser.
Como se muestra en la Figura 8, velocidades de soldadura más altas dan como resultado profundidades de soldadura más bajas, y una potencia de láser más alta da como resultado profundidades de soldadura más profundas.
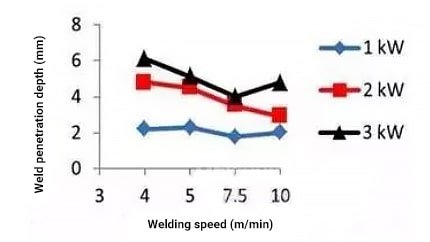
Figura 8. Influencia de la velocidad de soldadura en la profundidad de soldadura RLW
(Acero inoxidable 1.4301, 3 tipos de potencia de salida, distancia focal 500 mm)
3.3. Gas protector
El uso de gas protector durante la soldadura láser remota ofrece varios beneficios, incluida la prevención de la oxidación del área de soldadura, la reducción del vapor metálico, la eliminación de partículas metálicas de la trayectoria del haz, la estabilización del proceso de soldadura y la prevención de la formación de plasma.
Cuando se realiza RLW en acero, los gases de protección más utilizados son argón, helio, nitrógeno y aire comprimido.
El caudal típico de gas de protección RLW es de aproximadamente 15 a 20 litros por minuto, que varía según la longitud del área de soldadura.
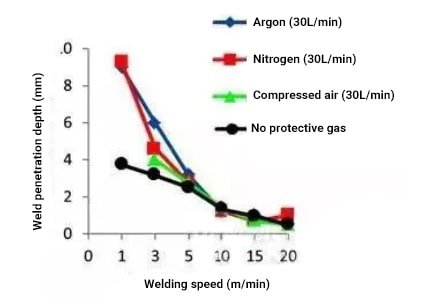
Figura 9. Influencia del gas protector en la profundidad y velocidad de la soldadura RLW
(Placa de acero, potencia de salida 8 kW)
Al realizar soldadura remota con láser de fibra de alta potencia, el impacto del gas protector en la profundidad y velocidad de la soldadura se puede ver en la Figura 8.
Independientemente de si se utiliza gas de protección, a medida que aumenta la velocidad de soldadura, la profundidad de penetración seguirá disminuyendo.
Sin embargo, a velocidades de soldadura inferiores a 5 metros por minuto, el uso de gas protector se convierte en un factor importante que afecta el proceso de soldadura. Probablemente esto ocurre porque la gran cantidad de vapor metálico que se genera en los pequeños orificios obstruye el proceso de soldadura.
Cuando la velocidad de soldadura aumentó a 14 metros por minuto, el efecto del gas protector sobre la profundidad de soldadura RLW comenzó a ser más pronunciado.
3.4. Inclinación del haz
Debido a la larga distancia de trabajo, el rango aceptable de ángulos de inclinación para la soldadura por resistencia láser (RLW) es amplio.
El tamaño y la forma del punto producido por el rayo láser en la superficie de la pieza variarán con los cambios en el ángulo de inclinación.
A medida que cambian la densidad de potencia y la absorción, el ángulo del haz afectará la profundidad de penetración y el ancho de la interfaz.
Cuando el ángulo de inclinación supera los 60°, afecta significativamente la profundidad de penetración. Por otro lado, se observa poca diferencia en el proceso de soldadura cuando el ángulo de inclinación está entre 20° y 30°.
Según los datos, cuando el ángulo de inclinación está entre 0° y 20°, no tiene ningún impacto en la calidad de la soldadura.
3.5. Posición de enfoque
La posición del foco influye en la profundidad de penetración, la forma de la unión soldada y la calidad del corte.
La posición focal del rayo láser varía con el espesor del material base.
Para lograr el mejor efecto de penetración, la posición focal normalmente se coloca aproximadamente 1 milímetro por encima de la superficie de la pieza de trabajo.
La Figura 10 ilustra la relación entre la posición focal y la profundidad de penetración cuando se utiliza un disco láser para soldadura láser remota de acero.
Como se muestra en la Figura 10, cuando la posición focal es de 0 milímetros en la superficie de la pieza, la profundidad de penetración es más profunda.
A medida que aumenta la distancia del rayo láser enfocado, la profundidad de penetración disminuye.
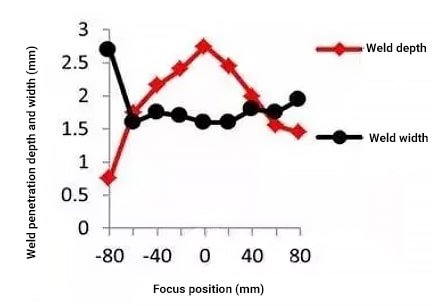
Figura 10. El efecto de la posición del enfoque en la profundidad y el ancho de la soldadura RLW
4 . Conclusión
El propósito de este artículo es investigar el proceso de soldadura láser remota utilizando láseres de fibra.
El proceso de soldadura remota por láser de fibra tiene un gran potencial para una amplia gama de aplicaciones.
Debido a su alta productividad, excelente flexibilidad y bajo costo general, el proceso se ha adoptado en la industria del automóvil.
Para la unidad remota de soldadura por láser de fibra, el escáner es el componente más crítico.
Sin embargo, para obtener buenos resultados de soldadura, los usuarios también deben considerar una serie de parámetros del proceso, como la calidad del haz, la potencia del láser, la velocidad de soldadura, el suministro de gas de protección, la posición del enfoque y otros, durante la soldadura remota por láser.






