Soldadura TIG y soldadura A-TIG
La soldadura por arco de tungsteno y argón (TIG) se usa ampliamente en los métodos de soldadura modernos debido a su alta calidad de unión de soldadura, buena formabilidad, excelente rendimiento de soldadura y escenarios de aplicación flexibles, y puede ser portátil y usarse en entornos complejos.
Sin embargo, sus limitaciones también son muy obvias.
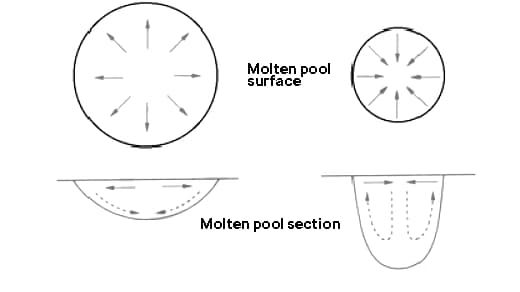
Independientemente de los materiales de acero al carbono, acero inoxidable o titanio, la soldadura TIG ordinaria solo es aplicable a placas delgadas, lo cual está determinado por su principio de soldadura: durante la soldadura TIG, debido al coeficiente de temperatura y la tensión superficial, la dirección del flujo del baño de soldadura es también orientada a la exportación, como se muestra en la Figura 1.
Por lo tanto, cuando se aumenta la potencia de soldadura, la anchura del baño de soldadura aumenta más, pero la profundidad aumenta menos.
Al mismo tiempo, la capacidad de carga del electrodo de tungsteno es limitada, el calor del arco se dispersa relativamente durante el proceso de soldadura y la potencia del arco es limitada.
Por lo tanto, en general, la velocidad de soldadura TIG es baja y la profundidad de penetración de la soldadura es poco profunda. Generalmente, sólo se pueden soldar placas delgadas de menos de 3 mm;
Generalmente, primero es necesario achaflanar la placa o tubo con un espesor de más de 3 mm y se adopta soldadura de respaldo + soldadura de superposición, lo cual requiere mucho tiempo, es complicado y costoso.
Sus desventajas se pueden resumir de la siguiente manera: la profundidad de penetración de la soldadura monocapa es poco profunda, el proceso de soldadura multicapa es complejo y el costo es alto.
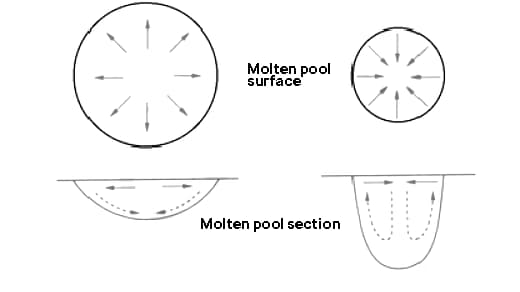
Fig. 1 Dirección del flujo del baño de soldadura TIG
Con el desarrollo de la tecnología de soldadura, para superar la limitación de penetración de la soldadura TIG, surgió la soldadura activa por arco de argón (A-TIG).
El método de soldadura A-TIG fue propuesto por primera vez por el Instituto Ucraniano de Investigación de Soldadura Barton (PWI) en la década de 1960, pero no fue hasta finales de la década de 1990 que se llevaron a cabo investigaciones exhaustivas en institutos de investigación de países europeos y americanos (como EWI y. TWI).
Entre ellos, el flujo activo desarrollado por EWI ha sido ampliamente utilizado. Sin embargo, la aplicación en este campo no se ha popularizado en China.
Comparación de métodos y efectos de soldadura.
En términos del método de soldadura, la única diferencia entre la soldadura A-TIG y la soldadura TIG convencional es que se agrega un proceso de recubrimiento de agente activo.
Es decir, antes de soldar, el agente activo de soldadura se recubre uniformemente sobre la superficie de soldadura, como se muestra en la Fig. 2, que es el efecto de recubrimiento del agente activo de soldadura preparado por el pequeño equipo.
Sin embargo, para soldar placas gruesas, se omite el proceso de biselado, lo que mejora enormemente la eficiencia y el coste de producción.
Bajo la misma especificación de soldadura, en comparación con TIG, la penetración de la soldadura se puede mejorar enormemente (hasta un 300%), como se muestra en la Fig. 3 (a) a continuación es el baño de soldadura TIG tradicional, (b) es el A-TIG bajo los mismos parámetros de soldadura.
Actualmente, el método de soldadura A-TIG se ha utilizado para soldar acero inoxidable, acero al carbono, aleaciones a base de níquel y aleaciones de titanio.
En comparación con el TIG convencional, el A-TIG puede mejorar significativamente la productividad, reducir los costos de producción y reducir la deformación de la soldadura.
Tiene una amplia perspectiva de aplicación.

Fig. 2 Efecto del agente de recubrimiento activo en las soldaduras.
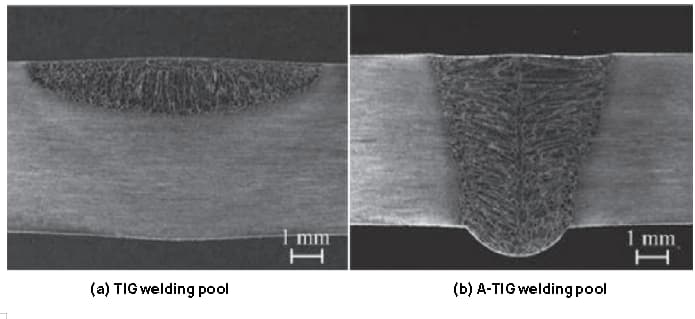
Fig. 3 Comparación de la penetración de la soldadura
Principio de penetración creciente de la soldadura A-TIG.
El mecanismo de mejora de la penetración de la soldadura A-TIG incluye el punto de vista de "contracción del arco", "tensión superficial", "contracción del punto anódico" y "contracción del plasma".
Los académicos ucranianos tienden hacia la visión de la “contracción del arco”, mientras que los estadounidenses creen que la visión de la “tensión superficial” es la razón principal de la mayor profundidad de penetración.
Actualmente, no existe una visión unificada sobre el mecanismo para aumentar la penetración de la soldadura en el mundo.
Punto de vista de la “contracción del arco”
Aunque la contracción del arco es obvia, todavía no existe un mecanismo de consenso para explicar el efecto de los elementos fundentes activos sobre la penetración de la soldadura en la soldadura A-TIG.
Ahora se cree que el mecanismo más probable estará relacionado con la influencia de halógenos y óxidos en la raíz del arco y la región del plasma (también relacionado con el voltaje), en lugar de la influencia del movimiento del baño fundido.
Como se muestra en la Figura 4 a continuación, el número de electrones en el área periférica del arco disminuye y los electrones son el principal portador de carga.
Esto obliga al arco a contraerse y alcanzar un nuevo estado de equilibrio, que tiene una mayor densidad de corriente en la región de la columna del arco y en la región del ánodo.
Se cree que esta reacción ocurre principalmente en la región periférica del arco a temperaturas más bajas, lo que conduce a una reducción en el diámetro de la columna del arco y el área del ánodo.
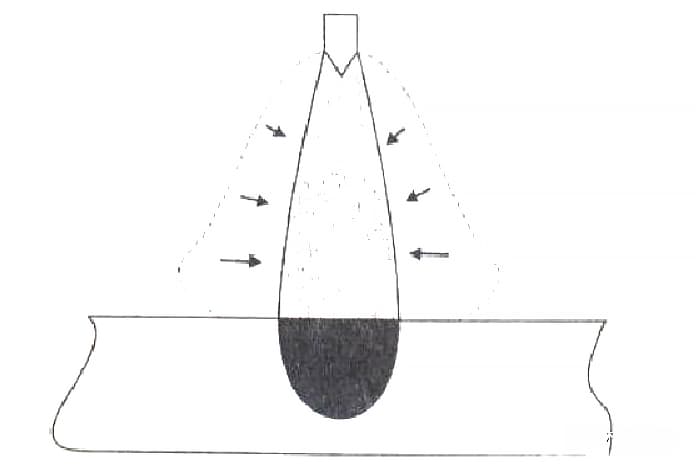
Fig.4 Diagrama esquemático de la contracción del arco.
Punto de vista de la “tensión superficial”
El punto de vista de la “tensión superficial” sostiene que el estado de flujo del metal en el baño fundido juega un papel decisivo en la profundidad de penetración formada.
En la soldadura TIG tradicional, la tensión superficial del metal fundido en estado fundido forma un flujo de tensión superficial desde el centro del baño fundido hasta la periferia del baño fundido debido al coeficiente de temperatura, y la profundidad de penetración resultante es relativamente poco profunda;
Cuando el agente activo está presente en el metal del charco fundido, el gradiente de tensión superficial del metal líquido en el charco fundido cambia, de modo que el metal del charco fundido forma una dirección de flujo desde la periferia del charco fundido hasta el centro del charco fundido. . , y se mejora la eficiencia de calentamiento del baño fundido inferior, formando así una mayor profundidad fundida.
Como se muestra en la Fig. 5 a continuación.
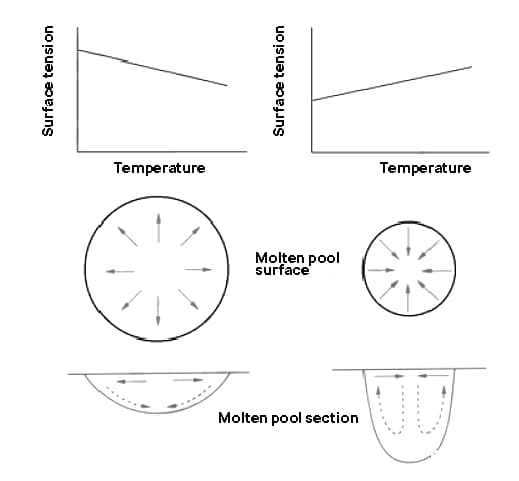
Fig. 5 Efecto de la tensión superficial sobre el flujo del charco fundido
Mirador “punto anódico”
Según el punto de vista de la "mancha anódica", después de agregar sulfuro, cloruro y óxido al baño fundido, la mancha anódica del baño fundido se encogerá obviamente, como se muestra en la Fig. 6, y se generará una gran profundidad de penetración.
Para este fenómeno, las investigaciones muestran que: después de la adición del agente activo, se suprime el vapor metálico generado por el baño fundido.
Debido a que es más probable que las partículas metálicas se ionicen, cuando se reduce el vapor metálico, sólo se puede formar una pequeña banda de puntos anódicos y el canal conductor del arco se estrecha.
Mientras se activa la convección electromagnética dentro del baño fundido, la convección del plasma en la superficie del baño fundido se debilita, para formar una mayor profundidad de penetración.
Esta explicación es más convincente para los agentes activos del tipo de compuestos no metálicos, pero no para los compuestos metálicos.
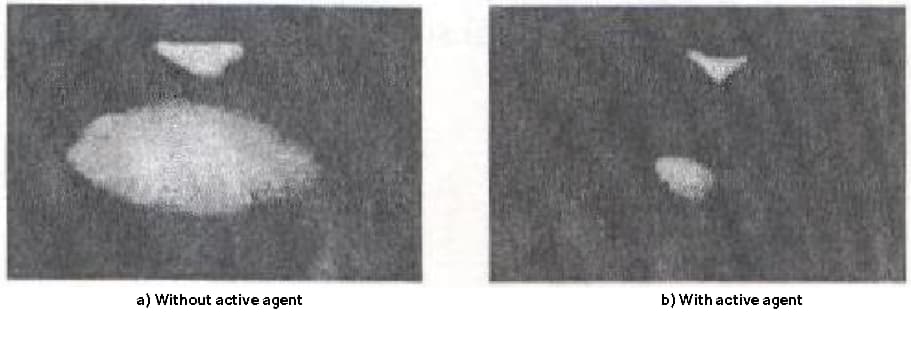
Fig. 6 Contracción del área del ánodo del arco en presencia de elementos activos
Resumen
En los últimos años, un gran número de investigadores de soldadura nacionales y extranjeros han utilizado varios métodos auxiliares para estudiar la aplicación de A-TIG en la soldadura de placas medianas y gruesas.
Se encontró que se pueden obtener diferentes efectos de los agentes activos a través de la proporción de diferentes componentes en los agentes activos, que tienen diferentes efectos sobre el aumento de la penetración y la calidad de la soldadura.
Para materiales específicos, se pueden desarrollar y aplicar en la producción industrial ajustando la proporción de elementos activos o agregando otros oligoelementos activos para formar agentes activos.
También se espera que esta tecnología pueda utilizarse más ampliamente.







