
1. Características del Arco de Plasma y su Generador
1. Formación del arco de plasma
Un arco de plasma es un arco de argón con un electrodo de tungsteno comprimido con alta densidad de energía, temperatura y resistencia del arco. El arco de plasma se obtiene mediante tres efectos de compresión:
1) Compresión mecánica: La expansión restringida del área de la sección transversal de la columna de arco causada por la apertura de la boquilla de cobre enfriada por agua se conoce como compresión mecánica.
2) Compresión térmica: el agua de refrigeración en la boquilla forma una capa de gas frío cerca de la pared interior de la boquilla, lo que reduce el área conductora efectiva de la columna de arco. Esto aumenta aún más la densidad de energía y la temperatura de la columna de arco. Este efecto, logrado mediante enfriamiento por agua para aumentar aún más la temperatura y la densidad de energía de la columna de arco, se conoce como compresión térmica.
3) Compresión electromagnética: debido a los efectos de compresión mencionados anteriormente, la densidad de la corriente del arco aumenta y la fuerza de contracción electromagnética generada por el propio campo magnético de la corriente del arco se vuelve más fuerte. Esto da como resultado una compresión adicional del arco, conocida como compresión electromagnética.
2. Clasificación del arco de plasma
(1) Arco no transferido
El arco no transferido arde entre el electrodo de tungsteno y la boquilla. Durante la soldadura, el polo positivo de la fuente de energía está conectado a la boquilla de cobre enfriada por agua, mientras que el polo negativo está conectado al electrodo de tungsteno. La pieza de trabajo no está conectada al circuito de soldadura. El arco se crea expulsando gas plasma a alta velocidad. Este tipo de arco es adecuado para soldar o cortar metales y no metales más delgados.
(2) Arco transferido
El arco transferido arde directamente entre el electrodo de tungsteno y la pieza de trabajo. Durante la soldadura, primero se enciende el arco no transferido entre el electrodo de tungsteno y la boquilla, y luego el arco se transfiere al electrodo de tungsteno y a la pieza de trabajo. La boquilla no está conectada al circuito de soldadura durante el funcionamiento. Este tipo de arco se utiliza para soldar metales más gruesos.
(3) Arco combinado
Un arco combinado se refiere a un arco donde coexisten el arco transferido y el arco no transferido. El arco mixto puede mantener la estabilidad a corrientes muy bajas, lo que lo hace especialmente adecuado para soldar placas delgadas y ultrafinas.
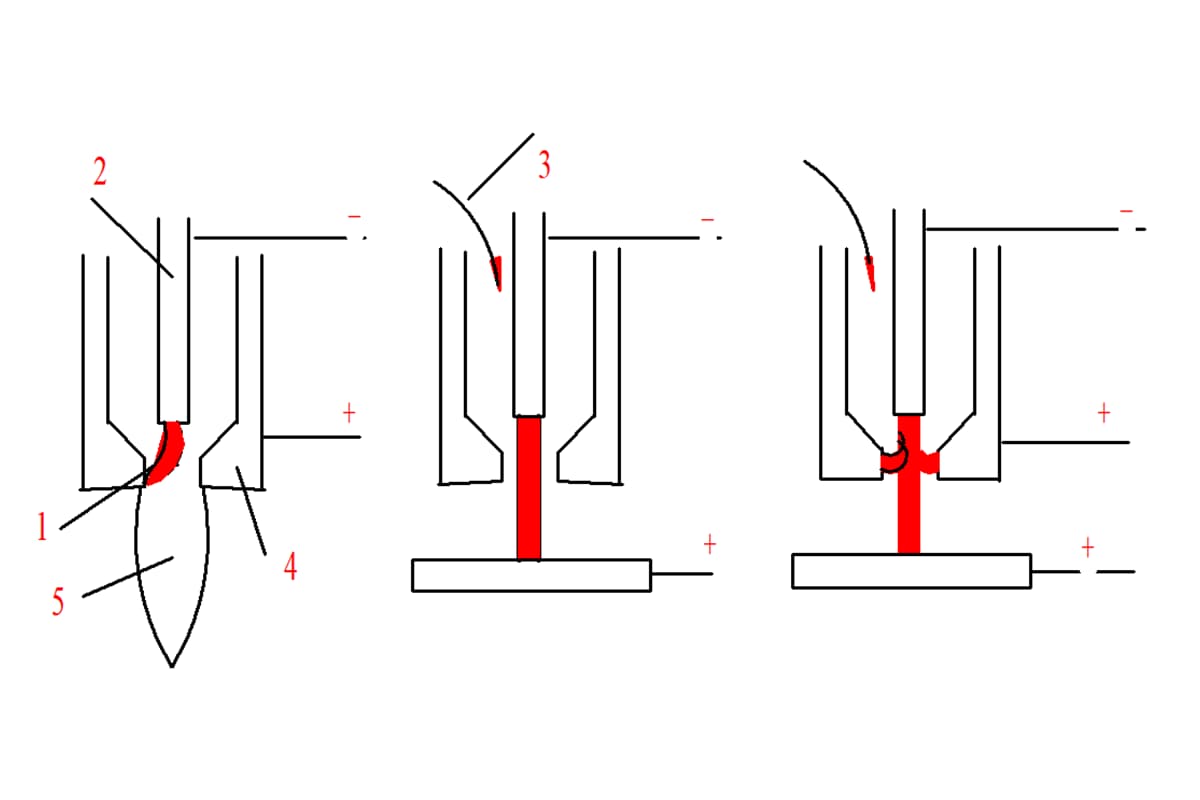
Arco transferido
Arco combinado
3 . Características del arco de plasma
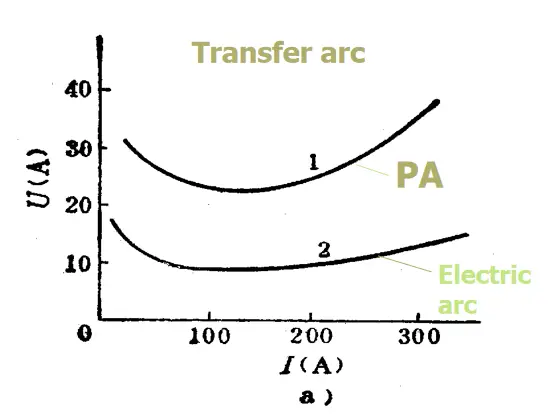
(1) La curva característica estática del arco de plasma es significativamente diferente de la del arco TIG:
- 1.1 El valor E es mayor, por lo que se mueve hacia arriba. El tramo recto se estrecha y la pendiente del tramo ascendente aumenta.
- 1.2 La sección descendente del arco combinado no es obvia; Por tanto, el pequeño arco de corriente es muy estable.
(2) La temperatura del arco es alta, oscilando entre 24.000 K y 50.000 K, con alta densidad de potencia y densidad de energía de 105-106 W/cm2. Por el contrario, el arco TIG tiene un rango de temperatura de 10.000-24.000K y una densidad de potencia inferior a 104W/cm2.
(3) La rigidez es alta, con un factor de concentración de arco grande.
(4) El calor generado por la columna de arco tiene un efecto significativo en el calentamiento de la pieza de trabajo.
4. Características y aplicaciones de la soldadura por arco de plasma.
(E) Características
Debido a su alta densidad de energía, temperatura y rigidez, el arco de plasma tiene las siguientes ventajas en comparación con la soldadura por arco convencional:
1) Fuerte capacidad de penetración, capaz de soldar placas de acero inoxidable con un espesor de 8-10 mm sin necesidad de chaflán o alambre de relleno.
2) La calidad de la costura de soldadura no es sensible a los cambios en la longitud del arco. Esto se debe a que la forma del arco es casi cilíndrica y tiene buena rectitud. La variación en la longitud del arco tiene un impacto mínimo en el área del punto de calentamiento, lo que facilita la obtención de formas uniformes del cordón de soldadura.
3) El electrodo de tungsteno está incrustado en una boquilla de cobre enfriada por agua, evitando el contacto con la pieza de trabajo y previniendo la aparición de inclusión de tungsteno en el metal de soldadura.
4) El arco de plasma tiene un alto grado de ionización, lo que lo hace estable incluso con corrientes bajas, permitiendo la soldadura de piezas de precisión en miniatura.
Las desventajas de la soldadura por arco de plasma son las siguientes:
1) Espesor de soldadura limitado, generalmente inferior a 25 mm.
2) La pistola de soldar y los circuitos de control son complejos y la boquilla tiene una vida útil corta.
3) Existen múltiples parámetros de soldadura que requieren un alto nivel de competencia técnica por parte del operador de soldadura.
(2) Formularios
La soldadura por arco de plasma se puede utilizar para soldar diversos metales que se pueden soldar con soldadura de gas inerte de tungsteno (TIG), como acero inoxidable, aluminio y aleaciones de aluminio, titanio y aleaciones de titanio, níquel, cobre y aleaciones de aluminio. Este método de soldadura se puede aplicar en los sectores aeroespacial, aviación, energía nuclear, electrónica, construcción naval y otros sectores industriales.
5 . Generador de arco de plasma
1. Clasificación: Pistola de soldadura por arco de plasma, pistola de corte, pistola pulverizadora.
2. Componentes
Los componentes principales incluyen el electrodo, el portaelectrodo, la boquilla comprimida, el aislante intermedio, el cuerpo superior de la pistola, el cuerpo inferior de la pistola y el manguito de enfriamiento. Los componentes más críticos son la boquilla y el electrodo.
1. Boquilla
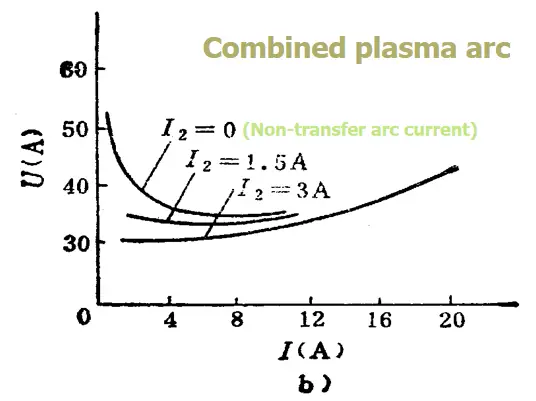
Clasificación: Según el número de orificios de la boquilla, existen dos tipos: de un solo orificio y de múltiples orificios.
En las boquillas de orificios múltiples, además del orificio central principal, hay varios orificios pequeños en los lados izquierdo y derecho del orificio principal. El gas de plasma expulsado de estos pequeños agujeros tiene un efecto de compresión adicional sobre el arco de plasma, haciendo que la sección transversal del arco de plasma se vuelva elíptica. Cuando el eje largo de la elipse es paralelo a la dirección de soldadura, puede aumentar significativamente la velocidad de soldadura y reducir el ancho de la zona afectada por el calor.
Los parámetros más importantes de la forma de la tobera son la abertura de compresión y la longitud del canal de compresión.
1) Apertura de la boquilla (dn):
El dn determina el diámetro y la densidad de energía del arco de plasma. Un diámetro más pequeño da como resultado una mayor compresión del arco, pero si es demasiado pequeño, puede provocar una disminución de la estabilidad del arco de plasma, causando incluso daños en el arco doble y en la boquilla. La selección de dn debe basarse en la corriente de soldadura, el tipo de gas de plasma y el caudal.
2) Longitud del canal de la boquilla (l0):
Bajo una brecha de compresión dada, un l0 más largo proporciona una compresión más fuerte del arco de plasma. Sin embargo, si l0 es demasiado grande, el arco de plasma se vuelve inestable. Generalmente es necesario que la relación 10/dn esté dentro de un cierto rango. Para arco de transferencia, generalmente es 1,0-1,2 y para arco mixto, es 2-6.
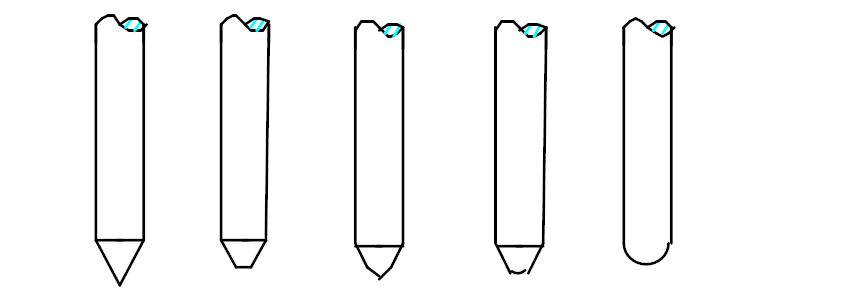
3) Ángulo cónico (α):
El ángulo cónico tiene poco impacto en la compresión del arco de plasma y puede variar de 30° a 180°. Sin embargo, es preferible hacer coincidir la forma de la punta del electrodo para asegurar un anclaje estable del punto del ánodo en la punta del electrodo. Durante la soldadura, el ángulo es generalmente de 60° a 90°.
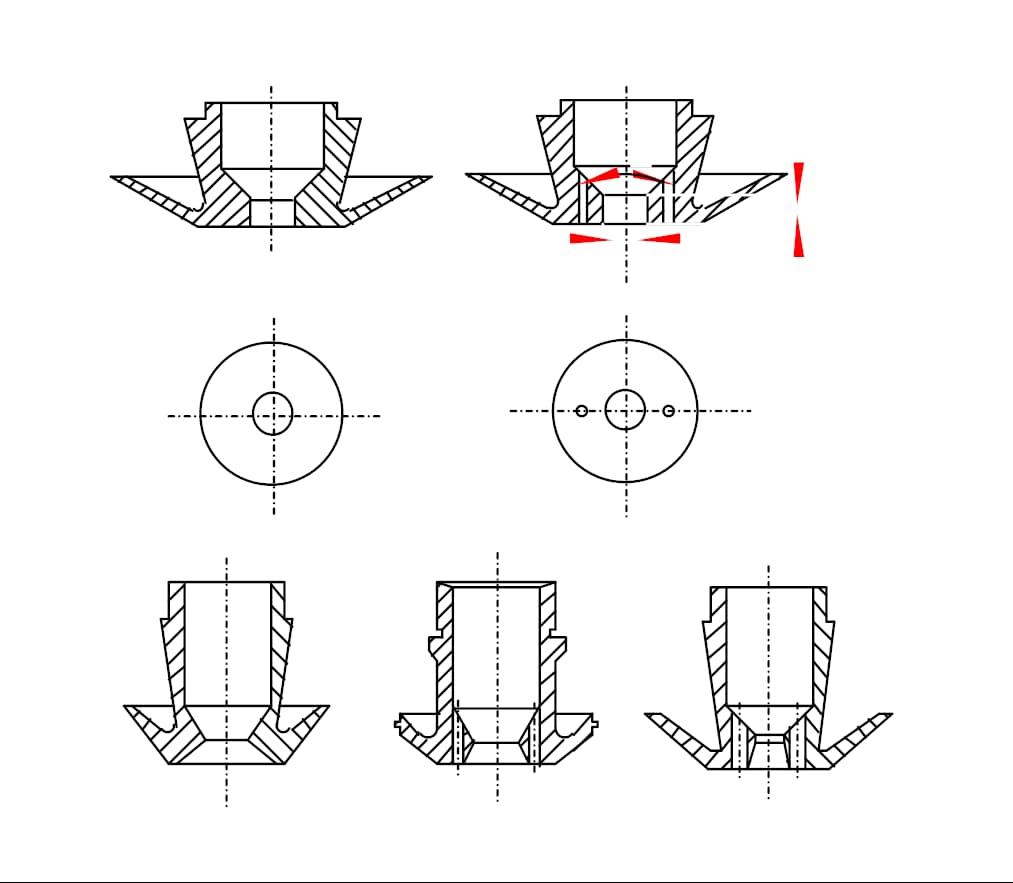
Material de la boquilla:
La boquilla suele estar hecha de cobre y se enfría directamente con agua.
Electrodo:
1) Materiales:
La soldadura por arco de plasma generalmente utiliza electrodos de tungsteno torio o electrodos de tungsteno ceriados. En algunos casos, se pueden utilizar electrodos de tungsteno de circonio o electrodos de circonio. Los electrodos de tungsteno generalmente requieren refrigeración por agua. Para aplicaciones de baja corriente, se utiliza refrigeración indirecta por agua y el electrodo de tungsteno tiene forma de varilla. Para aplicaciones de alta corriente, se utiliza refrigeración directa por agua y el electrodo de tungsteno tiene una estructura integrada.
2) Forma:
La punta de un electrodo en forma de varilla generalmente se muele hasta darle forma de cono afilado o de plataforma cónica. Para aplicaciones de mayor corriente, también se puede moler en forma esférica para reducir la quema.
3) Longitud y concentricidad de la contracción interna:
A diferencia de la soldadura TIG, en la soldadura por plasma el electrodo de tungsteno suele contraerse dentro de la boquilla comprimida. La distancia desde la superficie exterior de la boquilla hasta la punta del electrodo de tungsteno se conoce como longitud de contracción interna (lg).
Para garantizar la estabilidad del arco y evitar el doble arco, el electrodo de tungsteno debe estar concéntrico con la boquilla y la longitud de contracción interna (lg) del electrodo de tungsteno debe ser adecuada (lg = l0 ± 0,2 mm).
3. Métodos de entrega de gas:
a) Tangencial: Este método proporciona alta compresión, con baja presión en el centro y alta presión en la periferia. Ayuda a estabilizar el arco en el centro.
b) Radial: este método proporciona menos compresión en comparación con el método tangencial.
5. Doble Arco y sus Medidas de Prevención
1. Doble arco
En condiciones normales, se forma un arco transferido entre el electrodo de tungsteno y la pieza de trabajo.
Sin embargo, en determinadas situaciones anormales, puede producirse un arco paralelo, conocido como arco doble, que arde entre el electrodo de tungsteno y la boquilla, así como entre la boquilla y la pieza de trabajo.
2. Mecanismo de generación de doble arco.
Teoría de la ruptura de la película de gas frío
3. Causas y medidas de prevención de la generación de doble arco.
1. Bajo ciertas condiciones actuales, la abertura de compresión de la boquilla es demasiado pequeña o la longitud del canal de compresión es demasiado larga, lo que resulta en una longitud de contracción interna excesiva.
2. Flujo de gas plasma insuficiente.
3. Desviación excesiva entre el eje del electrodo de tungsteno y el eje de la boquilla.
4. Obstrucción de boquillas por salpicaduras de metal.
5. Características externas incorrectas de la fuente de alimentación.
6. Distancia incorrecta entre la boquilla y la pieza de trabajo.
2. Soldadura y corte por arco iónico.
1. Proceso de soldadura por arco de plasma
Hay tres métodos: tipo perforación, tipo fusión y soldadura por arco de plasma con microhaz.
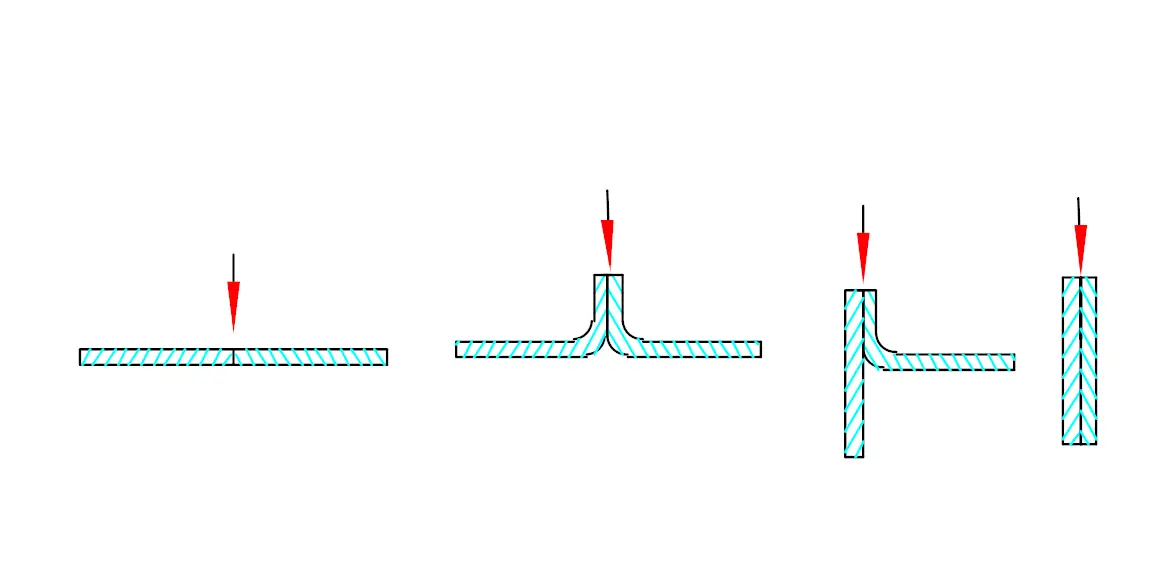
(1) Soldadura por arco de plasma tipo perforación
Al utilizar una corriente de soldadura y un flujo de plasma más altos, el arco de plasma tiene una mayor densidad de energía y fuerza del flujo de plasma. La pieza se funde completamente y forma un pequeño orificio que penetra en la pieza bajo la acción de la fuerza del flujo de plasma, mientras que el metal fundido es expulsado alrededor del pequeño orificio.
A medida que el arco de plasma se mueve en la dirección de soldadura, el metal fundido se mueve a lo largo de las paredes del arco y cristaliza en una costura de soldadura detrás del baño de soldadura, mientras que el pequeño orificio avanza con el arco de plasma.
Es adecuado para soldadura de una cara y conformado de doble cara, y solo se puede utilizar para soldadura de una cara y conformado de doble cara.
Al soldar piezas delgadas, esto se puede lograr sin biselar, placas de relleno o relleno metálico, logrando una formación de doble cara en una sola pasada.
La generación de pequeños agujeros depende de la densidad de energía del arco de plasma. Cuanto más grueso sea el tablero, mayor será la densidad de energía requerida. En el caso de chapas más gruesas, la soldadura por arco de plasma mediante perforación sólo se puede utilizar en la primera costura de soldadura.
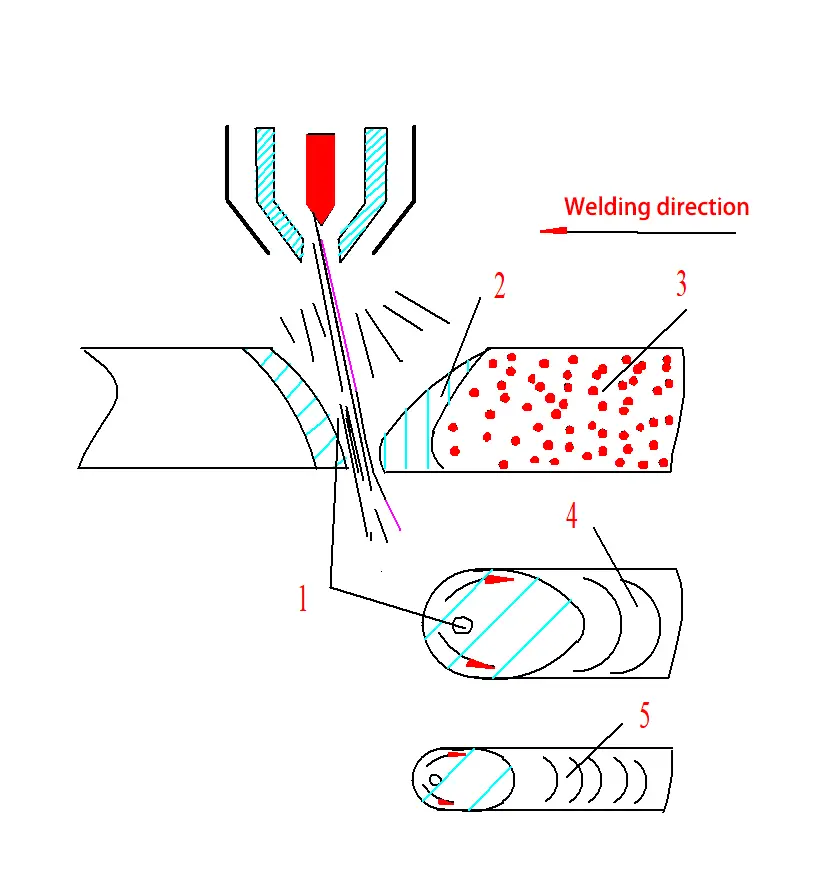
Tabla 6-1: Espesor aplicable para soldadura por arco de plasma tipo perforación
| Material | Acero inoxidable | Titanio y aleaciones de titanio. | Níquel y aleaciones de níquel. | Acero de aleación ligera | Acero bajo en carbono |
| Límite de espesor de soldadura /mm |
8 | 12 | 6 | 7 | 8 |
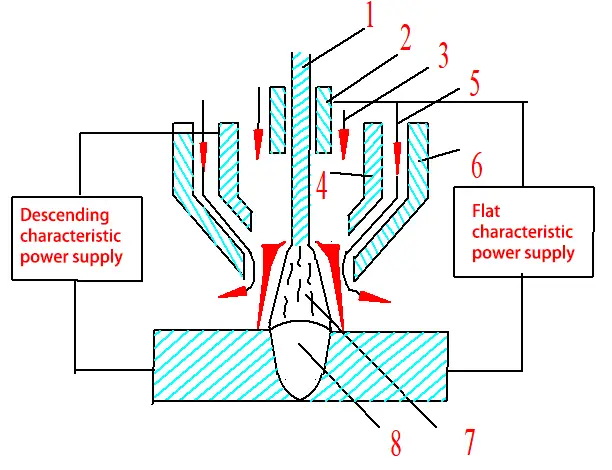
(2) Soldadura por arco de plasma tipo fusión
Al utilizar un caudal de gas de plasma más bajo, la intensidad del flujo de plasma es menor y la capacidad de penetración del arco es baja.
Características:
- Simplemente funde la pieza y no forma pequeños agujeros, similar a la soldadura TIG.
- Adecuado para soldar placas delgadas, soldaduras de superposición multicapa y soldaduras de esquina.
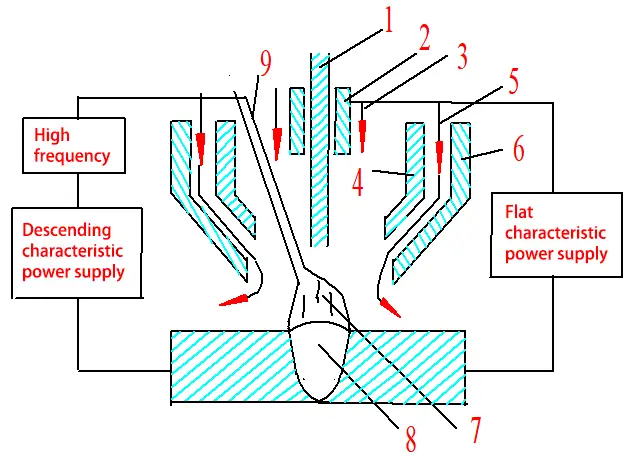
(3) Soldadura por arco de plasma con microhaz
Un proceso de soldadura por fusión de baja corriente (normalmente menos de 30 A).
Características del equipo:
- Boquilla de compresión de pequeña apertura (0,6 mm a 1,2 mm).
- Arco combinado. El arco no transferido desempeña el papel de inicio y mantenimiento del arco, asegurando que el arco transferido permanezca estable incluso con corrientes muy bajas (tan bajas como 0,5 A).
Características del proceso:
- 1) Puede soldar metales más finos, con un espesor mínimo soldable de 0,01 mm.
- 2) El arco no alcanza el punto de equilibrio con una gran variación en la longitud del arco y el arco permanece en forma de columna.
- 3) Velocidad de soldadura rápida, costura de soldadura estrecha, pequeña zona afectada por el calor y mínima distorsión de la soldadura.
(4) Soldadura por arco de plasma pulsado
Utiliza corriente pulsada por debajo de 15 Hz en lugar de corriente continua constante. El arco es más estable, lo que resulta en una zona afectada por el calor (HAZ) más pequeña y menos distorsión.
(5) Soldadura por plasma de corriente alterna
Generalmente utiliza una fuente de alimentación de onda cuadrada para soldar aleaciones de aluminio.
(6) Arco de plasma transferido
De hecho, es una combinación de arco transferido y arco de plasma, y existen dos formas:
2. Proceso y parámetros de soldadura.
(1) Forma de la junta y chaflán
La forma de la junta se selecciona en función del grosor del tablero:
- Cuando el espesor está entre 0,05 mm y 1,6 mm, normalmente se utiliza la forma de unión que se muestra en la figura siguiente y la soldadura se realiza mediante arco de plasma de microhaz.
- Cuando el espesor de la placa es superior a 1,6 mm pero inferior al material enumerado en la Tabla 6-4, generalmente no se realiza ningún bisel y la soldadura se realiza mediante el método de punzonado.
- Cuando el espesor de la placa es mayor que el límite de la Tabla 6-4, se requiere un chaflán en forma de V o de U para la soldadura multicapa. En comparación con la soldadura TIG, se pueden utilizar chaflanes más pequeños y superficies de raíz más grandes. El valor máximo permitido para la cara de raíz es igual al espesor máximo de soldadura para el método de perforación. La primera capa se suelda mediante el método de punzonado y las otras capas se sueldan mediante el método de fusión u otros métodos de soldadura.
(2) Corriente de soldadura y apertura de la boquilla.
La corriente de soldadura siempre se selecciona en función del espesor de la placa o de los requisitos de penetración. Si la corriente es demasiado baja, es posible que la soldadura no penetre y no se formen pequeños agujeros. Si la corriente de soldadura es demasiado alta, el metal fundido puede caerse debido al gran diámetro del orificio.
La apertura de la boquilla se selecciona en función de la corriente de soldadura y debe adaptarse adecuadamente. También está relacionado con el caudal de gas plasma.
(3) Gas plasmático
El gas de plasma y el gas de protección generalmente se seleccionan en función del metal a soldar y la magnitud de la corriente. Cuando se utilizan corrientes de soldadura elevadas en la soldadura por arco de plasma, generalmente es aconsejable utilizar el mismo gas para el gas de plasma y el gas de protección, ya que el uso de gases diferentes puede provocar una mala estabilidad del arco.
La Tabla 6-5 enumera los gases típicos utilizados para la soldadura por arco de plasma de alta corriente de varios metales. Para la soldadura por arco de plasma de baja corriente, se utiliza comúnmente gas argón puro como gas plasma. Esto se debe a que el gas argón tiene un voltaje de ionización más bajo, lo que garantiza un fácil encendido del arco.
| Metal | Espesor/mm | Técnica de soldadura | |
| Método de perforación | Método de fusión | ||
| Acero al carbono (acero templado con aluminio) | <3.2 | Aire | Aire |
| >3.2 | Aire | 25%Ar+75%Él | |
| Acero de aleación ligera | <3.2 | Aire | Aire |
| >3.2 | Aire | 25%Ar+75%Él | |
| Acero inoxidable | <3.2 | Aire o 92,5% Ar + 7,5% H 2 | Aire |
| >3.2 | Aire o 95% Ar + 5% H 2 | 25%Ar+75%Él | |
| >3.2 | Aire o 95% Ar + 5% H 2 | 25%Ar+75%Él | |
| Metales reactivos | <6.4 | Aire | Aire |
| >6.4 | Aire+(50%-70%)Él | 25%Ar+75%Él | |
El caudal de gas de plasma determina directamente la fuerza del flujo de plasma y la capacidad de penetración. Cuanto mayor sea el caudal de gas plasma, mayor será la capacidad de penetración. Sin embargo, si el caudal de gas plasma es demasiado alto, el diámetro del pequeño orificio puede volverse demasiado grande, lo que puede afectar la formación de la soldadura.
Por lo tanto, es necesario seleccionar un caudal de gas de plasma apropiado en función del diámetro de la boquilla, el tipo de gas de plasma, la corriente de soldadura y la velocidad de soldadura.
Cuando se utiliza el método de fusión, es necesario reducir adecuadamente el caudal de gas plasma para minimizar la fuerza del flujo de plasma.
(4) Velocidad de soldadura
La velocidad de soldadura debe seleccionarse en función del caudal de gas plasma y de la corriente de soldadura, asegurando que los tres parámetros se combinen adecuadamente. Cuando las otras condiciones son constantes, aumentar la velocidad de soldadura reduce el aporte de calor y disminuye el diámetro del pequeño orificio hasta desaparecer.
Sin embargo, aumentar excesivamente la velocidad de soldadura puede provocar socavados o porosidad.
Por otro lado, si la velocidad de soldadura es demasiado lenta, el metal base puede sobrecalentarse y el metal fundido puede caerse. Por lo tanto, la velocidad de soldadura, el caudal de gas de plasma y la corriente de soldadura deben coincidir bien.
(5) Distancia desde la boquilla hasta la pieza de trabajo
Si la distancia es demasiado grande, la capacidad de penetración disminuye. Si la distancia es demasiado pequeña, puede provocar el bloqueo de la boquilla. Generalmente la distancia se establece entre 3 y 8 mm. En comparación con la soldadura con gas inerte de tungsteno (TIG), la variación en la distancia de la boquilla tiene menos impacto en la calidad de la soldadura.
(6) Caudal de gas de protección
El caudal de gas de protección debe seleccionarse en función de la corriente de soldadura y el caudal de gas de plasma. Bajo un cierto caudal de gas plasma, un caudal excesivo de gas protector puede interrumpir el flujo de gas, afectando la estabilidad del arco y la eficacia del blindaje.
Por otra parte, un caudal de gas de protección demasiado bajo puede dar lugar a una protección inadecuada. Por lo tanto, el caudal de gas de protección debe estar en una proporción adecuada con el caudal de gas de plasma.
Para soldadura tipo perforación, el caudal de gas de protección generalmente está en el rango de 15 a 30 L/min.
(7) Iniciación y terminación del arco
Cuando se utiliza el método de perforación para soldar placas gruesas, es probable que se produzcan defectos como porosidad y socavamiento en los puntos de inicio y terminación del arco.
Para juntas a tope, se utilizan placas de iniciación y terminación de arco. El arco se inicia primero en la placa de inicio, luego se transfiere a la pieza de trabajo y finalmente termina en la placa de terminación, cerrando el pequeño orificio.
Sin embargo, para juntas circunferenciales, no se pueden utilizar placas de iniciación y terminación de arco. En cambio, se utiliza un método para aumentar gradualmente la corriente de soldadura y el caudal de gas plasma para iniciar el arco en la pieza de trabajo, y el arco se cierra reduciendo gradualmente la corriente y el caudal de gas plasma para cerrar el pequeño orificio.
2. Corte por arco de plasma
1. Principio de corte
Principio de fusión y soplado: el arco de plasma funde completamente la pieza de trabajo y la fuerza de lavado mecánico de alta velocidad del flujo de plasma elimina el metal o no metal fundido, formando un corte estrecho.
Corte de gas: Utiliza combustión y soplado.
Beneficios:
- 1. Puede cortar cualquier metal: acero, aluminio, tungsteno, cobre, titanio, molibdeno, etc. Puede cortar metales no metálicos: como granito, ladrillos refractarios, hormigón, etc.
- 2. Velocidad de corte rápida y alta productividad.
- 3. Buena calidad de corte: zona afectada por el calor (HAZ) pequeña y suave, deformación mínima y el corte es casi vertical.
Desventajas:
- Carga del equipo, alta tensión sin carga.
2. Técnicas de corte
1. Gas plasmático
1) tipos
- Gas argón: Bajo voltaje sin carga (70-80V) pero baja temperatura de arco, adecuado para cortar espesores inferiores a 30 mm.
- Gas nitrógeno: debido a la descomposición endotérmica del gas nitrógeno, el arco se comprime aún más, lo que da como resultado una temperatura de arco más alta y una mayor capacidad de transporte de calor, lo que permite un mayor espesor y velocidad de corte. Tensión en vacío superior a 165V.
- Gas nitrógeno + gas hidrógeno: Aumenta aún más la temperatura del arco y la capacidad de transporte de calor, permitiendo mayor espesor y velocidad de corte. Tensión en vacío superior a 300V.
- Gas nitrógeno + gas argón
- Aire: Bajo coste, alta temperatura del arco debido a reacciones de oxidación exotérmicas, permitiendo grandes espesores de corte y altas velocidades de corte. La calidad del corte también es buena, pero el electrodo de tungsteno es propenso a oxidarse. Por lo tanto, a menudo se utilizan electrodos de hafnio-cobre o electrodos compuestos de circonio-cobre, ya que forman una película de óxido que evita una mayor oxidación.
2) Caudal
El caudal de gas plasma es mucho mayor que el utilizado en soldadura, ya que el arco de plasma requiere un arco más duro.
2. Parámetros del proceso
1) Tensión sin carga:
No sólo afecta el rendimiento del encendido del arco, sino que también influye en la rigidez del arco. Un voltaje sin carga más alto da como resultado un arco más fuerte y una mayor fuerza de descarga, lo que permite una mayor velocidad de corte y espesor.
2) Corriente y voltaje del arco:
El aumento de la corriente y el voltaje del arco puede aumentar el espesor y la velocidad de corte, y el voltaje tiene un efecto más significativo. Sin embargo, aumentar la corriente puede provocar la formación de un arco doble y un corte mayor.
3) Velocidad de corte:
Se recomienda maximizar la velocidad asegurando una penetración completa. El aumento de la velocidad de corte mejora la productividad y reduce la deformación y la zona afectada por el calor. Las velocidades de corte lentas resultan en una menor productividad, un mayor riesgo de formación de escoria y una mayor zona afectada por el calor.
4) Distancia de la boquilla a la pieza:
Generalmente se prefiere una distancia de 8 a 10 mm. Aumentar la distancia aumenta la potencia del arco, pero también conduce a una mayor disipación de calor, una menor eficiencia del arco, una fuerza de descarga reducida y un mayor riesgo de formación de escoria. También es más propenso a tener arcos dobles. Por otro lado, una distancia demasiado pequeña puede provocar el bloqueo de la boquilla.






