
1. Objetivo
Guiar al personal de doblado en una selección más racional de moldes, mejorar la vida útil de los moldes y reducir el desgaste anormal.
2. Función
Reducir el tiempo necesario para seleccionar moldes de plegado, aumentar la eficiencia de producción y reducir costos.
3. Ámbito de aplicación
Operaciones de plegado de chapa.
4. Conceptos básicos de las herramientas plegadoras
Propósito general
Las herramientas de uso general se fabrican con acero para herramientas pretemplado con un rango de dureza Rockwell de Rc 28-30.
Las herramientas generalmente se extienden a lo largo de toda la base de la plegadora, con tolerancias de tamaño nominal y rectitud que dependen del fabricante de la herramienta.
Las herramientas seccionadas de uso general deben coincidir marcadas, ya que las secciones individuales pueden no ser intercambiables debido a la variación en las tolerancias dimensionales de fabricación.
Llama endurecida de uso general.
Varios fabricantes de herramientas para plegadoras ofrecen herramientas endurecidas al fuego para una mejor resistencia al desgaste en los hombros del troquel y el radio de la punta del punzón.
Estas herramientas pueden ser menos precisas en cuanto a rectitud, debido al proceso de tratamiento térmico y posterior enderezamiento mecánico.
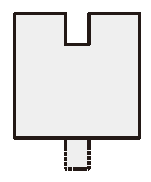
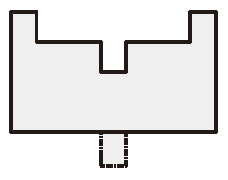
Matrices de cuatro vías de uso general

El troquel de cuatro vías tiene cuatro aberturas hembra en “V” diferentes, a cada una de las cuales se accede girando el troquel.
La desventaja de esta configuración es que el ala mínima de una pieza a formar no puede ser menor que el ancho de la matriz de cuatro vías.
Aunque cambiar la apertura hembra es sencillo, el troquel y el portatroquel deben estar centrados con el punzón en cada rotación para garantizar un rendimiento óptimo de formación de la plegadora.
Matrices ajustables
Los troqueles ajustables proporcionan una variedad de aberturas, en incrementos de 1/2” desde un mínimo de 1” hasta un máximo de 8”, 10” o 12”. Se establece una apertura moviendo los tirantes ajustables con llave a una posición clave de la placa base de enclavamiento.
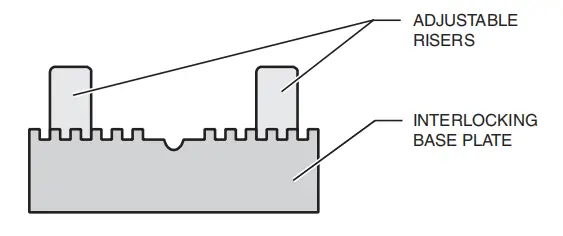
Este tipo de matriz es útil para formar una gama más amplia de espesores de materiales. Es especialmente favorable porque las aberturas más anchas permiten formar placas más gruesas.
Golpes
Hay una variedad de punzones disponibles para diferentes técnicas de conformado. Consulte la documentación de las herramientas para obtener información sobre aplicaciones específicas.

Matrices rectificadas y endurecidas con precisión
Las herramientas rectificadas y endurecidas con precisión se fabrican en secciones para ajustar las tolerancias dimensionales y permitir el intercambio y reemplazo directo.
Las herramientas de precisión se definen geométricamente con una altura de matriz especificada, apertura de matriz y radio de hombro, radio de punzón y capacidad de carga, todo lo cual se puede catalogar en una biblioteca de herramientas del sistema de medición CNC de plegadora.
La definición de los parámetros geométricos de la herramienta en un entorno CNC aumenta la productividad de la plegadora porque reduce la cantidad de plegados de prueba y piezas de muestra necesarias para configurar el trabajo.
Soportes para troqueles de prensa plegadora
1. Soporte de matriz estándar:
El portatroqueles estándar sirve como bloque de llenado entre la base de la plegadora y el ariete de la prensa para garantizar el cierre del troquel dentro de la carrera completa de la plegadora. En la mayoría de los casos, las herramientas por sí solas no llenarán la altura de cierre.
El portatroqueles también sirve como superficie de trabajo para minimizar el desgaste de la base de la plegadora durante el cambio de troqueles.
El portamatriz permite levantar el juego de matrices sobre cuñas ubicadas para adaptarse a las variaciones de ángulo de la pieza formada. Estas variaciones se deben a irregularidades en los troqueles de uso general y al desgaste, generalmente asociado al frenado continuo de la prensa en una misma zona.
Se puede evitar que los portatroqueles se muevan o ajustarse mecánicamente en la base de la plegadora mediante una espiga y tornillos de fijación, sujetadores de tornillos en T o bloques de ajuste de troqueles.
2. Soporte de matriz de cuatro vías:
El portamatriz de cuatro direcciones es un canal que retiene y centra una matriz de cuatro direcciones con el punzón durante el conformado.
El portamatriz de cuatro vías es similar al portamatriz estándar en términos de función y fijación a la plegadora.
3. Soporte de troquel coronado:
Varios fabricantes de herramientas ofrecen portatroqueles coronados con:
- ajuste único para la coronación proporcional del portamatriz en toda su longitud, o
- puntos de ajuste individuales a lo largo del soporte del troquel.
Una ventaja del portatroqueles coronado es que el operador puede realizar ajustes en el juego de troqueles sin los procedimientos tradicionales de cuñas del portatroqueles.
La altura de sujeción y el conjunto de dimensiones para la altura de sujeción de la plegadora son similares a los del portatroqueles estándar.
5. Selección de herramientas plegadoras.
4.1 El punzón superior comúnmente utilizado incluye: punzón recto de 88° (R1), punzón agudo/punzón recto agudo de 30° (R1/R0.5), punzón de cuello de cisne de 88° (R1), punzón de cuello de cisne recto de 88° (R1/R0). .5). ), punzón aplanador y moldes especializados para troqueles superiores.
4.2 Los troqueles inferiores de uso común para doblar incluyen: troqueles inferiores en V simple/doble con ángulos de 30° y 88°, V4, V6, V7, V8, V10, V12, V16 y V25 (mm).
4.3 La selección del troquel de doblado generalmente se basa en la disposición de la secuencia de la hoja de doblado después de revisar los dibujos.
4.4 Selección de la matriz superior según el ángulo:
4.4.1 Cuando el ángulo de procesamiento sea mayor o igual a 88°, use una matriz superior con un ángulo menor a 88° (por ejemplo, hoja recta, hoja afilada/hoja recta afilada, hoja curva, hoja recta curva, etc.).
4.4.2 Cuando el ángulo de procesamiento es inferior a 88°, utilice un troquel de 30° superior (por ejemplo, hoja afilada/hoja recta afilada).
4.4.3 Cuando sea necesario presionar un borde muerto, use una hoja afilada/hoja recta afilada para formar un ángulo agudo (generalmente 30°) y luego use un troquel aplanador para aplanar el borde presionado.
4.4.4 Cuando el espesor de la placa exceda los 3 mm, evite el uso de cuchillas afiladas/cuchillas rectas afiladas para evitar daños a la herramienta.
4.5 Cuando es necesario procesar una forma de U según los requisitos de forma externa.
Cuando ba ≥ 5 mm, se puede elegir entre punzón afilado (hoja recta afilada), punzón recto (hoja recta), punzón recto con cuello de cisne (hoja recta curva) o punzón con cuello de cisne (hoja curva).
Cuando 1 mm < ba < 5 mm, puede elegir entre punzón de cuello de cisne recto (hoja curva recta) o punzón de cuello de cisne (hoja curva). Cuando ba < 1 mm, puede elegir un punzón de cuello de cisne (hoja curva).
Nota: A y b > 6 mm y 100 mm > a, b son dimensiones internas. Cuando necesita procesar una forma de Z, normalmente elige entre punzón recto (hoja recta), punzón afilado (hoja afilada/hoja recta afilada), punzón de cuello de cisne recto (hoja curva recta) y punzón de cuello de cisne (hoja curva).
4.6 Selección de matriz inferior:
4.6.1 El tamaño de la ranura en V generalmente se elige basándose en seis veces el espesor de la placa.
4.6.2 Seleccionar la matriz inferior según el ángulo: cuando el ángulo es mayor o igual a 88°, se puede elegir entre matrices inferiores de 88° o 30°; cuando el ángulo sea inferior a 88°, elija un troquel inferior de 30° (mida la altura efectiva del troquel superior: la distancia desde el troquel superior hasta el borde de la hoja en la superficie receptora de fuerza de la abrazadera del troquel superior).
4.7 Al empalmar matrices superiores e inferiores, se deben considerar los siguientes puntos:
4.7.1 No mezclar moldes con diferentes alturas durante la selección, ya que esto puede provocar ángulos inadecuados, dañar los moldes o incluso provocar accidentes laborales.
4.7.2 Al seleccionar un molde superior para un panel de puerta con dobladillo, considere la calidad del procesamiento del producto y la facilidad de manejo, generalmente dejando un espacio de 3 a 6 mm en ambos extremos (si es necesario, considere usar una “cuchilla de borde”).
4.7.3 Evite el uso de moldes dañados para el procesamiento del producto para evitar una mala apariencia e inspeccione la rectitud y planitud del borde cortante del molde superior después de la instalación.
4.7.4 Al evitar posiciones, tenga en cuenta los problemas de calidad de la apariencia, como el retroceso del punto a evitar y los ángulos insuficientes.
4.8 Selección de molde en condiciones anormales:
4.8.1 Para las líneas de prensado, elija una cuchilla afilada y resistente a la presión para el molde superior y un molde inferior plano y alineado sin escalones entre los moldes superior e inferior.
4.8.2 Al procesar formas en U, si la dimensión interior de la abertura es inferior a 6 mm, primero use una hoja curva para doblar la abertura más grande que el tamaño de la segunda hoja y luego presione para asegurar la dimensión o use un molde especializado para forma.
4.8.3 Al procesar productos con requisitos específicos para el radio R interno, considere de antemano un molde de matriz superior con el radio R correspondiente al seleccionar el molde de matriz superior (por ejemplo, requisitos de radio R interno de R0.3, R1, R4, R8 o R10 ).
4.8.4 Al doblar 6 mm con un espesor de placa de 2,0 mm, elija el troquel inferior V8 de 88°; Al doblar 10 mm con un espesor de placa de 3,0 mm, elija un troquel inferior V12 de 88° para evitar que las piezas de trabajo se deslicen y resulten imposibles de procesar debido a dimensiones de procesamiento excesivamente pequeñas.
4.8.5 Al procesar acero redondo, utilice moldes especializados y tenga un operador dedicado.
4.9 Al seleccionar moldes de punzón superior/matriz inferior, trate de evitar empalmes para evitar marcas de costura y mantener una buena apariencia del producto.
4.10 Al calibrar moldes de matriz superior/inferior, utilice moldes mayores o iguales a 300 mm para la calibración. No utilice moldes pequeños empalmados o moldes de menos de 300 mm para la calibración. Para moldes de más de 1 m, la diferencia de longitud entre los moldes superior e inferior no debe exceder el 20%.
4.11 Antes de instalar el molde, asegúrese de verificar si la carrera limitada de la máquina es mayor que la altura total de los moldes superior/inferior para evitar daños al molde y accidentes laborales.
4.12 Verifique si el molde está bloqueado antes de la calibración y vuelva a verificar la estanqueidad del molde después de la calibración.
4.13 No coloque moldes sin usar en el equipo para evitar que los moldes se caigan y causen daños o lesiones.
4.14 Después de usar el molde, regréselo inmediatamente al portamoldes designado y colóquelo de manera organizada.
4.15 No instalar dos moldes de diferentes alturas en el equipo al mismo tiempo.
4.16 El taller deberá mantener y reparar los moldes periódicamente y señalizarlos claramente.







