Elegir la boquilla de corte por láser adecuada duplica la eficiencia.
Aunque pueda parecer una pieza pequeña y discreta, su papel no es insignificante. Debe resistir el rebote de los desechos fundidos y controlar el área y el tamaño de la difusión del gas.
Por lo tanto, la calidad de la boquilla del cabezal de corte por láser es uno de los factores importantes que determinan la calidad del corte por láser. Hoy discutiremos cómo elegir la boquilla adecuada.

I. ¿Existe una gran diferencia entre boquillas de diferentes calidades?
Sí, hay una diferencia significativa, ya que el material y la precisión de la boquilla juegan un papel decisivo en la conductividad, la conductividad térmica, la dificultad de ajuste y la protección del cabezal láser.
Una buena boquilla puede proteger la lente óptica dentro del cabezal de corte y liberar gas auxiliar a la superficie y hendidura del material de corte, dirigiendo el gas para ayudar a cortar y eliminar la escoria, dejando un corte limpio.
Por tanto, la calidad de la boquilla afecta directamente a la vida útil del cabezal de corte y a la calidad de la pieza que se corta.

En términos generales, las boquillas que vienen con el cabezal de afeitado original tienen un precio más alto, lo que ha hecho que las boquillas de terceros sean muy populares. Sin embargo, no todos los fabricantes externos tienen la capacidad de producción de dichos consumibles.
En la guerra de precios de las cortadoras láser de fibra de los últimos años, los precios de los accesorios de las cortadoras láser también han caído. Perseguir ciegamente precios bajos e ignorar la calidad resultará en más daño que bien.
II. ¿Cuáles son las consecuencias de una selección inadecuada de la boquilla?
Si el diseño y el mantenimiento de la boquilla no son apropiados, la precisión del procesamiento puede ser insuficiente, lo que resulta en una reducción en el caudal de gas y una dirección inestable del flujo de aire, lo que puede afectar la fusión de los materiales durante el proceso y producir desechos fundidos. Los materiales más gruesos pueden incluso resultar imposibles de cortar.
Seleccionar una boquilla muy grande

Rayas superiores rugosas con bordes dentados (derecha)
Seleccionar una boquilla muy pequeña

III. ¿Cuáles son los tipos de boquillas?
Actualmente, existen dos tipos principales de diseños de boquillas: “boquilla de baja velocidad” (el caudal de gas es menor que la velocidad del sonido) y “boquilla de alta velocidad” (el caudal de gas es cercano a la velocidad del sonido) .
Los factores que afectan el rendimiento de la boquilla incluyen la presión del gas en la cavidad del cabezal de corte, el diámetro de la boquilla, la forma interna de la boquilla y la forma de salida de la boquilla.

El principio de funcionamiento de una boquilla de alta velocidad es similar al principio de escape de un cohete o motor a reacción, que tiene un efecto acelerador sobre el gas que ingresa a la boquilla. Por lo tanto, una boquilla de alta velocidad puede producir mejores resultados de corte para materiales viscosos.
Si se utiliza una boquilla normal de baja velocidad, la presión superficial de la pieza de trabajo fluctuará significativamente a medida que cambia la altura de corte, lo que puede provocar resultados de corte insatisfactorios.
4. ¿Cómo seleccionar una boquilla?
El corte por láser está actualmente reconocido como uno de los métodos de procesamiento de metales más eficientes, precisos y de alta calidad.
Varios factores afectan el corte por láser y la boquilla es uno de ellos. Seleccionar la boquilla adecuada al cortar diferentes materiales puede simplificar el procesamiento. Pero ¿cómo podemos elegir correctamente la boquilla adecuada? Echemos un vistazo hoy.
La boquilla, también conocida como boquilla de cobre, es uno de los componentes más importantes del corte por láser. Situado en el extremo inferior del cabezal de corte, tanto el rayo láser como el gas auxiliar actúan sobre el material de corte a través de la boquilla. Su función principal es recoger gas auxiliar y formar alta presión, liberándolo en la superficie y cortando el material de corte.
Esto elimina el material original que se derritió y vaporizó durante el proceso de corte, dejando un corte limpio. Al mismo tiempo, evita que contaminantes como la escoria fundida y el polvo regresen hacia arriba, protegiendo así la lente interna.
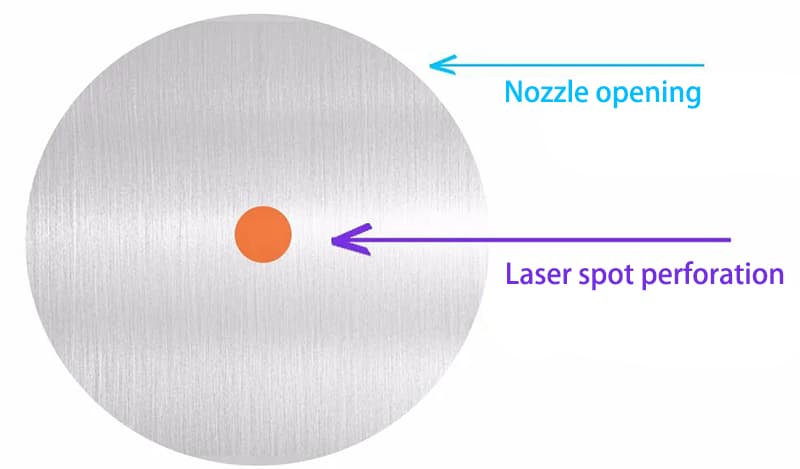
Para obtener mejores secciones de corte, es necesario controlar la concentricidad del rayo láser y el centro de la boquilla, que es uno de los factores importantes que afectan la calidad del corte. Por tanto, la boquilla debe ser coaxial con el rayo láser para obtener mejores secciones de corte.
Cuando el centro de la boquilla y el centro del rayo láser no son coaxiales, los efectos sobre la calidad del corte son los siguientes:
- El gas de corte se rocía desde el centro de la boquilla, que es el punto central donde se debe cortar la placa. Si el láser no está en el centro de la boquilla, habrá una desviación entre el punto de acción del láser y el real, lo que provocará una notable inconsistencia entre el corte real y el efecto esperado.
- Si el láser no está en el centro de la boquilla, el haz golpeará la pared interior de la boquilla durante el funcionamiento normal, lo que puede quemar gravemente la boquilla y afectar el efecto de corte real.
Para comprobar si el rayo láser y la boquilla son coaxiales, se requieren los siguientes pasos para la prueba:
- Pegue un trozo de cinta transparente sobre la abertura de la boquilla, con el borde circular superponiendo completamente la cinta;
- Ajuste la potencia del dispositivo a aproximadamente 100 W y use el modo de disparo puntual para irradiar la cinta transparente con el láser;
- Retire la cinta transparente y observe la relación entre el borde circular y la posición del orificio del láser.
Si el agujero está en el centro del círculo, significa que el rayo láser y la boquilla son coaxiales y no es necesario ningún ajuste. Si el orificio no es coaxial con el centro del círculo, o si no se puede ver (el rayo láser incide en la pared interior de la boquilla), deberá ajustar el tornillo de ajuste en el cabezal de corte por láser. Repita los pasos 1 a 3 hasta que el orificio del láser coincida con el centro de la boquilla.
Selección del tipo de boquilla:
Las boquillas se dividen en boquillas de una y dos capas. Las boquillas de una sola capa tienen velocidades de flujo de gas relativamente lentas y se usan comúnmente para cortar metales como acero inoxidable, aleaciones de aluminio y cobre, a menudo usando nitrógeno como gas auxiliar.
Las boquillas de doble capa tienen velocidades de flujo de gas rápidas, adecuadas para cortes de alta velocidad y, a menudo, se usan para cortar acero al carbono, generalmente usando oxígeno como gas auxiliar, y la superficie de corte a menudo se vuelve negra debido a la oxidación.
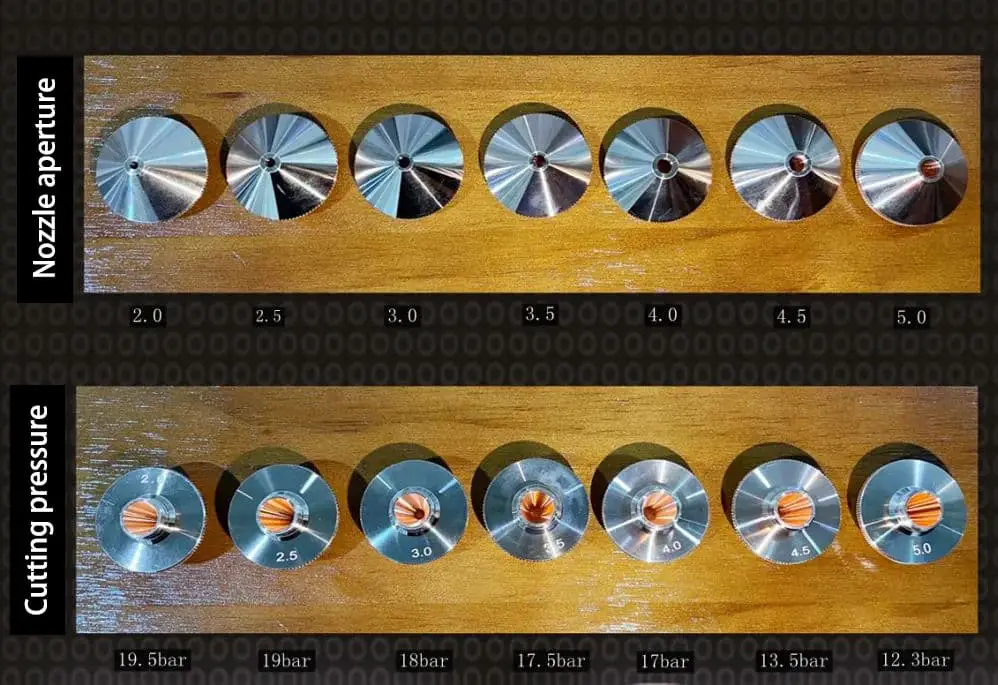
Selección del tamaño de la boquilla:
El tamaño de la abertura de la boquilla determina la velocidad del flujo de gas que actúa sobre el material de corte, afectando así la eliminación del material fundido. Cuanto mayor y más rápido sea el flujo de aire que ingresa al corte, mayor será la capacidad de soplar el material fundido.
En teoría, cuanto más gruesa sea la placa, más grande debería ser la boquilla. Sin embargo, cuanto mayor sea la abertura de la boquilla, mayor será la posibilidad de que el material fundido salpique hacia arriba durante el corte, lo que acorta la vida útil de la lente.
Las boquillas deformadas o derretidas afectarán el efecto de corte. Por lo tanto, la boquilla debe manipularse con cuidado para evitar impactos o deformaciones, y cualquier gota derretida en la boquilla debe limpiarse inmediatamente.
Factores a considerar al seleccionar una boquilla :
Hay varios factores a considerar al seleccionar una boquilla:
Necesidades de procesamiento: las boquillas de una sola capa utilizadas en equipos láser se utilizan principalmente para cortar placas de acero inoxidable y aluminio con nitrógeno, mientras que las boquillas de doble capa se utilizan principalmente para cortar acero al carbono con oxígeno.
Material: Las boquillas suelen estar hechas de dos materiales, cobre morado y latón. El cobre morado tiene mejor conductividad y rendimiento térmico que el latón.
Tamaño: El tamaño de la abertura de la boquilla determina el caudal de gas y la forma del campo de gas. Generalmente, al cortar láminas de menos de 3 mm, se recomienda utilizar una boquilla con un diámetro de 1 mm, y para 3 mm o más, se recomienda una boquilla con un diámetro de 1,5 mm. Para cortes superiores a 10 mm se recomienda una boquilla de diámetro igual o superior a 2 mm.
Precisión de procesamiento: una buena boquilla de cabezal láser debe tener una concentricidad de 0,03 mm, mientras que las boquillas con un tamaño de 1,0 mm o menos deben tener una concentricidad de 0,02 mm o mejor. Las boquillas con concentricidad de alta precisión no solo reducen el espacio inicial durante el procesamiento, sino que también previenen eficazmente el daño al cabezal láser causado por el láser de alta energía que golpea la pared interna del cabezal.
V. Introducción a las boquillas comunes

Existen varios tipos de boquillas comúnmente utilizadas en aplicaciones industriales. Aquí hay algunos de los más comunes:
Boquilla Monocapa – S

Características: Pared interna cónica con alto flujo de gas para soplado de escoria.
Finalidad: Corte por fusión de materiales como acero inoxidable y chapa de aluminio.
Boquilla de doble capa – D

Características: Boquilla compuesta de doble capa con un núcleo interno añadido basado en una boquilla de una sola capa.
Propósito: Doble capa 2.0 o superior para corte en arena de acero al carbono
Boquilla de doble capa de alta velocidad – E

Características: La boquilla tiene forma puntiaguda y los tres orificios en el borde del núcleo interior son más grandes que los de una boquilla normal de doble capa.
Propósito: Se utiliza principalmente para cortes de alta potencia, alta velocidad y alta calidad de acero al carbono de hasta 20 mm de espesor con un acabado superficial liso y brillante.
Boquilla Monocapa de Alta Velocidad – SP

Características: La boquilla tiene forma puntiaguda, con una pared interior cónica que tiene un diseño escalonado.
Propósito: Se utiliza principalmente para cortes de alta potencia y alta velocidad de acero al carbono con un espesor superior a 20 mm, lo que da como resultado un acabado superficial liso y brillante. También es adecuado para aplicaciones de corte centradas en oxígeno.
Boquilla Monocapa de Alta Velocidad – SD

Características: La boquilla tiene una forma puntiaguda con una pared interior cónica y un área de orificio de boquilla más grande.
Propósito: Se utiliza principalmente para el corte a alta velocidad de acero al carbono con un espesor superior a 20 mm, lo que resulta en un rendimiento de corte suave y estable con una mejor calidad de corte.
Boquilla de refuerzo – B

Características: Mejorada a partir de una boquilla de una sola capa, la boquilla tiene una capa escalonada en el orificio de la boquilla.
Propósito: Puede usarse para cortes de alta potencia de acero inoxidable y acero al carbono con nitrógeno o aire comprimido a baja presión.
SIERRA. ¿Cómo instalar y ajustar una boquilla?
Pasos de instalación de la boquilla:
- Desenrosque la boquilla vieja.
- Instale la nueva boquilla y apriétela con la fuerza adecuada.
- Después de reemplazar la boquilla, vuelva a calibrar la capacitancia.
Por ejemplo, para un cabezal de corte láser BLT de 12 kW con un punto focal emparejado con una boquilla (el punto focal 0 debe estar calibrado):
- Boquilla de doble capa 1.2E: para cortar placa de acero al carbono de 3 mm a 12 mm, puntos focales entre 5-11.
- Boquilla de doble capa 1.4E: puntos focales entre 9-14.
- Boquilla de doble capa 1.6E: puntos focales entre 11-16.
- Boquilla de doble capa 1.8E: puntos focales entre 13-18.
- Boquilla SP monocapa 1.2: puntos focales entre 8-13.
- Boquilla SP monocapa 1.4: puntos focales entre 10-15.
- Boquilla SP monocapa 1.6: puntos focales entre 12-17.
- Boquilla SP monocapa 1.8: puntos focales entre 14-19.
Es importante instalar y calibrar correctamente la boquilla para garantizar un rendimiento y una calidad de corte óptimos.
VII. Recomendaciones para boquillas comunes
| Láser | Espesor de corte (corte de superficie brillante de acero al carbono con oxígeno) | Boquilla sugerida |
|---|---|---|
| Láser de baja potencia (≤6000W) | 16-20 mm | Boquilla cónica general 1.4D-1.6D |
| Láser de alta potencia (≥6000W, usando Raycus 12kW como ejemplo) | 3-12 mm | Boquilla de alta velocidad de doble capa 1.2E |
| 12-14 mm | Boquilla de alta velocidad de doble capa 1.2B-1.4E | |
| 16-20 mm | Boquilla de alta velocidad de doble capa 1.4E-1.6E | |
| 22-35 mm | Boquilla de alta velocidad de una sola capa SP1.4-SP1.8 o Boquilla de alta velocidad de doble capa 1.4E-1.8E |
|
| 35-40 mm | Boquilla de alta velocidad de una sola capa SP1.6-SP1.8 o Boquilla de alta velocidad de doble capa 1.6E-1.8E |
La calidad de las boquillas del mercado varía mucho. Se recomienda distinguirlos cuidadosamente según el contenido anterior y comprarlos a través de los canales habituales.







