1. Introducción
Cuando una plegadora dobla una pieza de trabajo, el ariete y la mesa de trabajo se deforman bajo la fuerza de la curvatura. En este punto, la profundidad del troquel superior que entra en la abertura del troquel inferior no se alinea con toda la longitud de la pieza, lo que provoca una disminución significativa en la precisión de la pieza.
Para abordar este problema, se han desarrollado varios dispositivos de compensación de tensión que se pueden clasificar en dos categorías.
La primera categoría involucra la mesa de trabajo diseñada con una forma convexa que se eleva en el medio formando una curva simétrica. Esto se conoce como “compensación convexa de matriz inferior”.
La segunda categoría implica que el troquel o ariete superior se eleve con una curva simétrica que desciende por la mitad. Esto se denomina “compensación convexa de la matriz superior”.
2. La influencia de dos tipos de dispositivos de coronación en la precisión de las piezas.
2.1 Deformación del ariete y la mesa de trabajo durante la flexión después del dispositivo de compensación convexo
Para simplificar la descripción y expresión, el ariete y la mesa de trabajo se representan como rectángulos delgados.
Sin ninguna compensación, el ariete y la mesa de trabajo se deforman bajo la fuerza de flexión. En este momento, el valor de la convexidad de compensación (f) es igual a cero, siendo la deformación del carnero (f1) y la deformación de la mesa de trabajo (f2).
Para corregir esto, se activa el dispositivo de compensación fijando el valor de la convexidad de compensación (f) igual a (f1 + f2).
En un escenario ideal, la profundidad de la matriz superior que ingresa a la abertura de la matriz inferior permanece constante a lo largo de toda la matriz, lo que resulta en un ángulo de curvatura uniforme de la chapa. Aunque lograr este escenario ideal es un desafío, las personas se esfuerzan continuamente por acercarse lo más posible.
Del análisis anterior, se puede concluir que ambos dispositivos de compensación pueden reducir efectivamente el error angular de las piezas dobladas. Sin embargo, su impacto en la justicia es diferente.
2.2 Deflexión natural de piezas dobladas
Después de doblarse, el borde de la parte doblada se flexionará naturalmente, y su deflexión máxima se describe por δ.
Durante el proceso de flexión, el metal en el área de deformación sufre altos niveles de deformación plástica. En esta zona, la capa interior del arco circular experimenta una tensión de compresión longitudinal paralela a la dirección OX, mientras que la capa exterior experimenta una tensión de tracción longitudinal.
Estas tensiones de tracción y compresión opuestas crean un momento longitudinal (My) que gira alrededor del eje OY, que es necesario para mantener la dirección longitudinal (dirección OX) de la parte doblada alineada con la línea longitudinal correspondiente de la matriz durante el doblado.
Una vez que el ariete regresa y se eliminan la fuerza de flexión y el momento longitudinal, las capas de metal en el área de deformación se recuperan rápidamente. Como resultado, se produce una flexión natural en dirección opuesta al momento longitudinal en la dirección longitudinal.
Para facilitar la expresión, la zona de deformación por flexión se considera un plano. Bajo la influencia de la fuerza de flexión, la capa superior (circular interior) del metal sufre una compresión longitudinal y la capa inferior (circular exterior) sufre una tensión longitudinal.
2.3 Influencia de dos métodos diferentes de compensación convexa en la rectitud de piezas dobladas
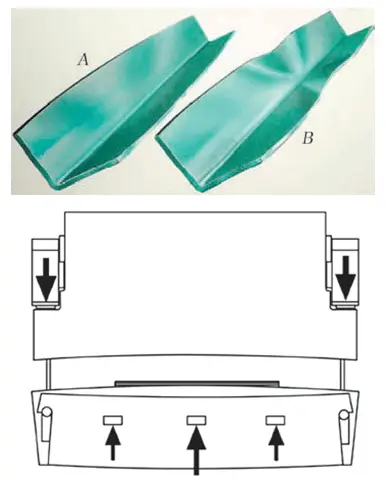
Cuando una matriz inferior está equipada con compensación convexa, la curva de convexidad de compensación aumenta. Por otra parte, cuando una matriz superior está equipada con compensación convexa, la curva de convexidad de compensación desciende.
La curva de deflexión natural de la parte doblada es un abultamiento hacia arriba. El valor de la convexidad de compensación está determinado por la deformación del ariete y la mesa de trabajo durante la flexión y es relativamente pequeño.
Debido a la convexidad de compensación, se reducirá la deflexión causada por el retorno elástico. Como resultado, la deflexión causada por la convexidad de compensación es normalmente menor que la deflexión natural (δ) de la parte doblada.
3. Análisis comparativo de dispositivos de compensación de tensión comunes.
3.1 Compensación convexa del cilindro hidráulico del travesaño inferior
Una vez que el cilindro hidráulico se llena con aceite presurizado, la viga transversal se elevará y formará un conjunto de curvas convexas controlables. Este diseño es ampliamente utilizado en plegadoras CNC y tiene las siguientes características:
- El cilindro está distribuido uniformemente a lo largo de la viga transversal y la curva convexa se parece mucho a la curva de deformación del ariete y la mesa de trabajo a lo largo de toda la mesa de trabajo.
- Es fácil de operar con el control de presión del sistema hidráulico.
- Puede mejorar la precisión del ángulo de flexión.
- Su estructura es compleja y el coste elevado.
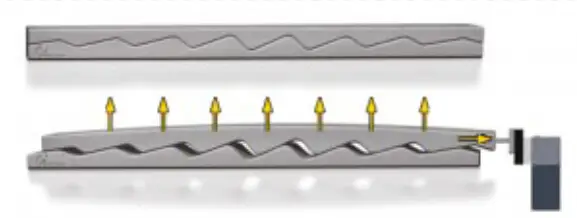
3.2 Compensación del módulo convexo en la mesa de trabajo
La mesa de trabajo está equipada con varios grupos de cuñas situadas debajo de ella. El ángulo de cada grupo está diseñado para cumplir con requisitos específicos. La posición horizontal de la cuña superior en cada grupo de cuñas es fija, mientras que la cuña inferior se mueve hacia la izquierda simultáneamente.
A medida que la mesa de trabajo se eleva para cumplir con los requisitos de diseño, este diseño se ha utilizado ampliamente en varios tipos de plegadoras.
Las siguientes son las características de este diseño:
- Las cuñas se distribuyen uniformemente a lo largo de la mesa de trabajo y la curva convexa después de la compensación está diseñada para coincidir con la curva de deformación del ariete y la mesa de trabajo, lo que resulta en una compensación relativamente precisa.
- La cantidad de compensación se puede controlar ajustando la longitud móvil de la cuña inferior, lo que permite una operación manual o flexible.
- Puede mejorar la precisión del ángulo de flexión.
3.3 Compensación convexa de la cuña superior
Se colocan varios módulos entre el ariete y el troquel superior, y cada grupo de cuñas tiene las mismas especificaciones. La placa de conexión y la cuña inferior se fijan como una unidad. Moviendo la cuña superior se puede conseguir una curva convexa hacia abajo. Finalmente, los módulos se fijan entre el carnero y el troquel superior mediante una placa de presión.
Las siguientes son las características de este diseño:
- Los bloques de cuña están distribuidos uniformemente debajo del ariete.
- Ajustando cada cuña se puede obtener la curva convexa ideal.
- La estructura es simple, el costo es bajo, pero la operación es menos conveniente.
- Es ampliamente utilizado en plegadoras convencionales pequeñas y medianas.
- Con un ajuste preciso, la precisión del ángulo de flexión se puede mejorar significativamente y las piezas tienen buena rectitud.
3.4 Compensación convexa del cilindro hidráulico del ariete
Un grupo de cilindros hidráulicos está instalado en el centro del ariete. Una vez que los cilindros se llenan con aceite presurizado, la parte central del ariete descenderá, creando una curva convexa local controlable.
Sin embargo, debido a limitaciones estructurales, los dos lados del ariete no pueden compensarse eficazmente, lo que hace que este método de compensación se utilice con menos frecuencia.
A continuación se detallan sus características:
- El desplazamiento convexo se concentra en el centro del ariete y no se puede formar una curva convexa consistente a lo largo de toda la longitud de la matriz superior.
- La precisión del ángulo y la rectitud se puede mejorar hasta cierto punto.
4. Conclusión
Durante el funcionamiento de la plegadora, la convexidad de compensación debe corresponder a la deformación del ariete y de la mesa de trabajo. Esto requiere la capacidad de ajustar rápida y fácilmente la compensación de la convexidad en toda la longitud del troquel.
Sin embargo, el diseño actual de la compensación convexa del punzón dificulta el cumplimiento de este requisito, limitando su uso.
Para aumentar la precisión de operación de la plegadora y utilizar plenamente los beneficios de la compensación convexa del troquel superior, el desarrollo de una nueva estructura para el control rápido de la corona del troquel superior es una dirección prometedora para el desarrollo futuro de las plegadoras.
Actualmente, algunas organizaciones han hecho intentos positivos en este campo y han logrado resultados prometedores.







