El punzón de torreta CNC ha ganado un amplio uso en la industria de procesamiento de chapa debido a su alta velocidad, precisión y versatilidad del molde. Es ideal para la producción y el procesamiento de lotes pequeños de múltiples variedades. Sin embargo, a los moldes se les imponen altas exigencias de precisión y calidad.
Durante el procesamiento del punzón de torreta NC, el fenómeno de arrastre de material del molde de punzonado de torreta puede ocurrir debido al mantenimiento del molde u otras razones. Esto generalmente se debe a que el punzón del troquel superior no se separa de la placa de manera oportuna o completa.
Las consecuencias de arrastrar material desde el punzón de la torre durante el procesamiento son dañar o romper el punzón superior, dañar la abrazadera del punzón de la torre y la placa que se está produciendo y dañar la cubierta protectora del punzón de la torre debido a la deformación y curvatura de la placa.
Cuando el troquel NC continúa cortando cerca de la escoria de la almohadilla, el manguito guía de descarga puede golpear la escoria de la almohadilla en la superficie de la chapa, lo que resulta en el rechazo de piezas debido a un tamaño y calidad de la superficie no calificados. La escoria de amortiguación cae sobre la mesa giratoria inferior, lo que supone un peligro oculto para el alimento y puede rayar o dañar la placa.
En algunos casos, la generación continua de escoria de amortiguación puede hacer que la superposición de la escoria de amortiguación exceda el límite de resistencia del molde, provocando daños al molde. Cuando hay muchas piezas individuales o pequeñas cantidades de producción, la tasa de desperdicio debido a la escoria de amortiguación aumenta significativamente. Si la mitad de la escoria de amortiguación impacta la abertura inferior del troquel, puede causar formación de bandas en el material.
Causas del arrastre de material en el punzón de torreta.
- El uso prolongado del molde puede provocar daños, desgaste o fractura del resorte del molde.
- La fuerza de descarga de la placa de estampado es mayor que la fuerza del resorte.
- Durante el estampado, el filo del troquel superior es demasiado profundo.
- Hay una resistencia excesiva y falta de lubricación cuando el manguito y el núcleo del troquel se mueven hacia arriba y hacia abajo.
- La holgura del troquel de estampado es incorrecta, lo que provoca que los residuos después del estampado reboten.
- La velocidad de avance es demasiado rápida, lo que hace que el resorte responda menos.
- Los bordes superior e inferior de la matriz están pasivados, lo que hace que la fuerza de empuje sea mayor que la fuerza de retorno.
- Después del rectificado, el troquel superior puede tener magnetismo o algunas placas pueden tener un magnetismo débil, lo que hace que el troquel superior atraiga residuos durante la operación.
El método para resolver el problema del material de arrastre del troquel del punzón de torreta.
- Realice inspecciones periódicas de primavera. Si se detecta daño o rotura, reemplace el resorte.
- Ajuste la altura de troquelado de modo que cuando el punzón esté cerrado, perfore la placa a una profundidad de 1 a 2 mm.
- Lubrique periódicamente el manguito y el núcleo del molde.
- Verifique el espacio entre los moldes superior e inferior, afile el borde cortante de los moldes superior e inferior según sea necesario y realice una limpieza regular de los moldes.
- Mantenga el troquel afilado afilándolo de manera oportuna, evite que la abertura del troquel esté demasiado desafilada y desmagnetice el troquel después de afilarlo.
Causas del desprendimiento de la placa de acero durante el proceso de estampado
Cuando se retira la placa de acero, indica que la fuerza de sujeción de la abrazadera es insuficiente, lo que hace que la placa de acero se mueva dentro de la abrazadera. Hay varias razones para este problema, que incluyen:
(1) La matriz superior no se separa del material laminar a tiempo, lo que produce acumulación de material.
(2) Módulo de potencia insuficiente, lo que provoca que la placa de acero no se lave y provoque tirones.
(3) Restablecimiento incompleto del retorno del troquel de embutición cuando está en uso, lo que provoca que la placa de acero permanezca en el troquel.
(4) Placa de acero irregular o con baches.
(5) Chatarra que rebota y obstruye la placa de acero.
(6) Boca del troquel superior o inferior roma.
(7) Problemas con la placa de engranaje inferior de la abrazadera.
Recuperación de residuos y transporte de materiales.
La recuperación de residuos es un fenómeno que ocurre en el proceso de estampado cuando el troquel superior saca el material de moldeo de la boca del troquel inferior después del punzonado.
La acumulación de material se refiere a que el núcleo superior del molde no puede desengancharse de manera oportuna.
Los métodos de tratamiento incluyen:
(1) Aumente la fuerza del resorte de retorno del troquel superior o reemplácelo si es necesario.
(2) Ajuste la separación del troquel para que coincida con la placa de acero estampada.
(3) Aumente el módulo de potencia, con un módulo de potencia normal de aproximadamente 1 mm.
(4) Asegúrese de que el troquel de dibujo esté en buenas condiciones de funcionamiento cuando lo utilice.
(5) Nivele la placa de acero para evitar colisiones.
(6) Agregue un resorte de retorno de poliuretano al troquel superior para reducir el riesgo de rebote de desechos.
(7) Afile los troqueles superior e inferior mediante esmerilado.
(8) Reemplazo de la placa de engranaje de la abrazadera inferior y ajuste de los tornillos. Si la abrazadera no es efectiva o está suelta, se debe reparar inmediatamente para evitar afectar la precisión del mecanizado.
Fijar la placa de acero con la abrazadera es crucial para obtener la precisión del mecanizado del eje X y del eje Y. Si la abrazadera está floja, inevitablemente afectará la precisión del mecanizado.
Razones del estado material.
(1) El estado de la superficie del material.
(2) La dirección de la capa de adhesión del material resistente al impacto.
Razones para programar
(1) Selección de molde.
(2) Secuencia y dirección de punzonado.
(3) Determinación del tamaño del impacto.
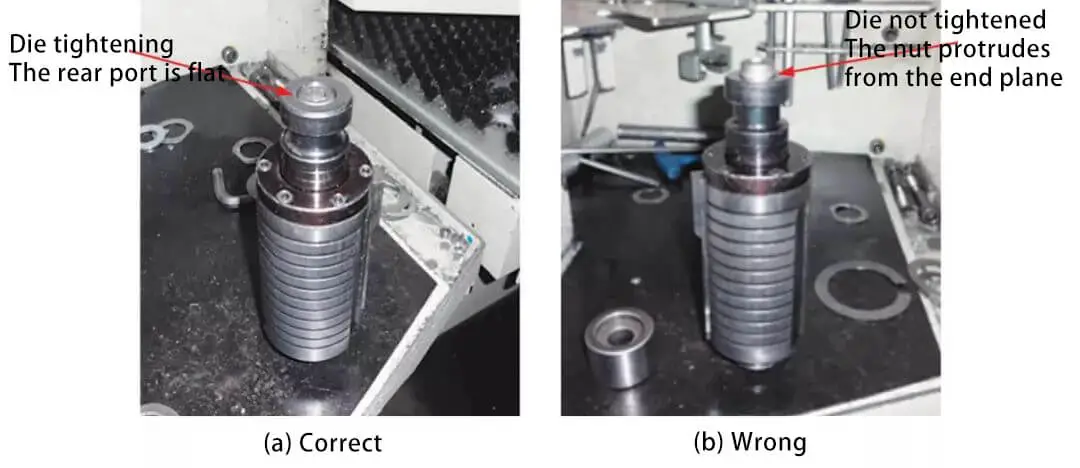
Fig.1 instalación del molde
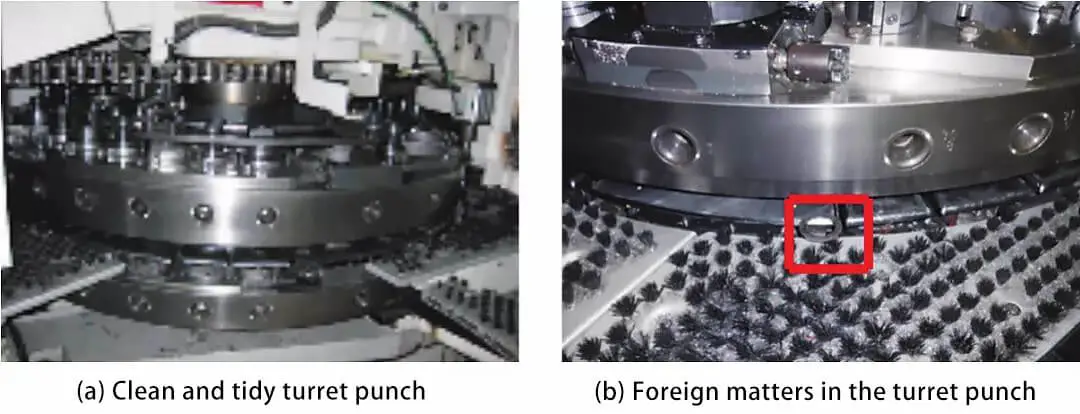
Fig. 2 Inspección del punzón con mesa giratoria

Fig.3 instalación del molde
Análisis de problemas comunes de moho.
El molde debe instalarse de forma segura y el ángulo entre los moldes superior e inferior debe ser correcto para garantizar un funcionamiento adecuado (consulte la Figura 1).
Inspeccione periódicamente la torre en busca de virutas de hierro o escombros.
Si se encuentran limaduras de hierro o desechos en la torreta, pueden caer fácilmente dentro de la torreta y causar obstrucciones, lo que podría dañar la máquina herramienta (consulte la Figura 2).
Al instalar el troquel (consulte la Figura 3), el operador debe asegurarse de que el chavetero esté vertical y no debe utilizar una herramienta roma para forzarlo a colocarlo en su lugar, ya que esto puede provocar que el troquel se atasque y dañe la máquina.
El molde debe estar bien apretado y los moldes superior e inferior deben estar correctamente alineados para mantener la posición adecuada y garantizar que el molde funcione de manera efectiva.
Se deben limpiar los residuos en la estación, especialmente en la estación de indexación.
Daño por moho
El daño del moho puede tomar la forma de daño del molde inferior o daño del molde superior emparejado (como se muestra en las Figuras 4 y 5).
La fuente del daño puede ser la colocación incorrecta del molde durante la inserción.
Además, la rotación de la torreta puede provocar interferencias y colisiones con el punzón, lo que provocaría daños en la matriz.
El ajuste excesivo de la altura del punzón, debido al pulido excesivo de los troqueles superior e inferior, también puede contribuir a dañar el molde. Para evitar perder los moldes superior e inferior, es importante asegurar el correcto posicionamiento de la correspondiente clave primaria.
Fig. 4 daños en el encofrado inferior.
Fig. 5 molde superior dañado
Causas y contramedidas de la fractura de la matriz.
Las causas y contramedidas de la fractura de la matriz se muestran en la Tabla 1.
Tabla 1 Causas y contramedidas para la fractura de matriz
|
Condición de fractura |
|
|
|
|
Posición de observación |
Extremo superior del núcleo del punzón |
Apariencia de punzón |
Parte superior de la matriz inferior. |
|
Analiza la razón |
El núcleo del golpe se golpea directamente. |
Aléjate del centro del golpe. |
Fractura después del cruce. En el troquel quedan claras marcas cruzadas. Nota: en el momento del punzonado transversal, el filo no necesariamente se rompe inmediatamente. Debido a la fractura en el interior del metal, éste se rompe durante la posterior punción. |
|
Contramedida |
Perfora el núcleo para evitar ser golpeado directamente. |
Evite golpear lejos del centro del núcleo del punzón. |
Alineación de los troqueles superior e inferior. |
Altura estándar de punzón y troquel inferior.
Cuando el troquel inferior del núcleo del punzón se ha rectificado excesivamente, un corte insuficiente del troquel superior en el troquel inferior (como se muestra en la Fig. 6) puede provocar que el material residual flote. Esta fluctuación se debe, en parte, al magnetismo.
Los residuos flotantes pueden provocar fracturas de la matriz y desgaste anormal, en cuyo caso es necesario utilizar juntas para compensar.
Si el procesamiento continúa lejos del centro del troquel, puede provocar que se acumule tensión en un lado del troquel, lo que contribuye a que se rompa.
Fig. 6 Corte insuficiente en cantidad desde el troquel superior al troquel inferior
Desgaste anormal y desgaste de matriz unilateral
Al examinar la parte superior del troquel inferior, es común ver marcas de escalones tanto en dirección horizontal como vertical.
En este caso, el troquel sólo presenta un desgaste anormal en su lado largo, y el desgaste en los troqueles superior e inferior es uniforme.
El piso lateral es la fuente de interferencia entre los troqueles superior e inferior, y la traza del piso se ilustra en la Fig.
Como regla general, se pueden observar huellas de pasos tanto en dirección horizontal como vertical.
Fig. 7 marcas de perforación
Prueba de perforación de paso transversal: observe el material residual (como se muestra en la Figura 8).
El material residual es más estrecho que el ancho de la matriz y la dirección de la rebaba no es exactamente la misma en cada lado, lo que indica que fue causada por punzonado escalonado transversal.
Fig.8 residuos
Fig. 9 adherencia del material
Fig. 10 Arrastre de placa causado por adherencia
Examine el estado de la sección transversal del material de desecho antes, después, izquierda y derecha.
Si la superficie de corte no es consistente, esto será la causa de un desgaste desigual.
Adhesión del material, arrastre de placas.
Consulte las Figuras 9 y 10 para obtener información sobre la adhesión del material y del tablero de tiras.
Examinar las secciones de corte de residuos y productos terminados.
Es probable que se produzca adherencia cuando la sección de corte (la correa brillante) es demasiado grande.
La adherencia es un problema común al utilizar moldes.
La causa fundamental de la adhesión anormal se puede atribuir a factores como el material, el espacio, el procedimiento de procesamiento y la frecuencia de uso, entre otros.
Estos factores tienen un impacto significativo y deben ser considerados en el análisis.
En el caso de la placa de tira, la causa puede ser una tensión del resorte menor, una fuerza del resorte insuficiente o una lubricación inadecuada.
Por lo tanto, es importante considerar los mismos materiales, productos, procedimientos de procesamiento y si la brecha podría estar causando el problema antes de que surja.







