
El cabezal sensor de seguimiento de soldadura consta de una cámara CCD y uno o dos láseres semiconductores. La tira láser se proyecta sobre la superficie de la pieza en un ángulo predeterminado como fuente de luz estructural. La cámara observa directamente la franja en la parte inferior del sensor. La parte frontal de la cámara tiene un filtro óptico que permite el paso del láser mientras filtra el resto de la luz, como los arcos de soldadura. De este modo, el sensor se sitúa muy cerca del arco de soldadura.
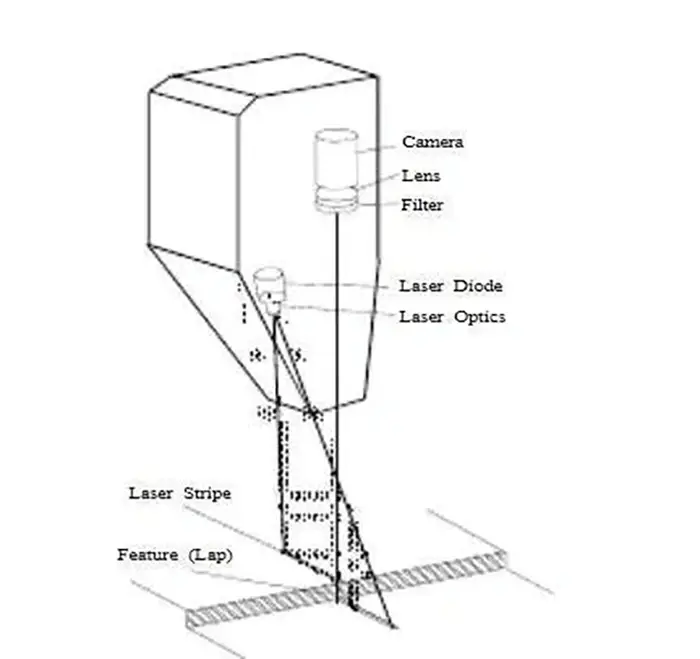
Fig. 1 El cabezal del sensor de seguimiento de soldadura.
El sensor generalmente se monta en la parte frontal del soplete a una distancia preestablecida, conocida como cable, para observar la soldadura. La altura de instalación o distancia entre el cuerpo del sensor y la pieza de trabajo varía según el tipo de sensor instalado.
Para garantizar una observación precisa, la pistola de soldar debe colocarse correctamente sobre la soldadura de modo que la soldadura esté cerca del centro de la tira, permitiendo que la cámara observe tanto la tira láser como la soldadura.
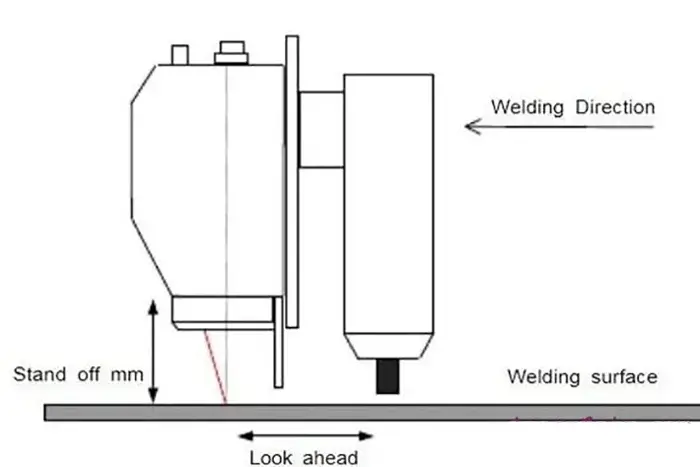
Fig. 2 La posición de la soldadura.
El alcance del láser se proyecta en un ángulo específico. Si la pieza de trabajo está muy cerca del sensor, la posición de la franja láser será relativamente cercana. Por otro lado, si la pieza de trabajo está lejos del sensor, la posición de la tira láser sobre la superficie de la pieza de trabajo se desplaza relativamente hacia atrás.
La cámara observa la posición de la tira láser y el sensor puede medir la distancia vertical a la pieza de trabajo. Al analizar la forma de la tira, el sensor también puede determinar el contorno de la superficie y la posición de la soldadura en la tira, lo que le permite medir la posición transversal de la soldadura.

Fig.3 Pieza de trabajo con distancia normal

Fig. 4 Pieza de trabajo de larga distancia
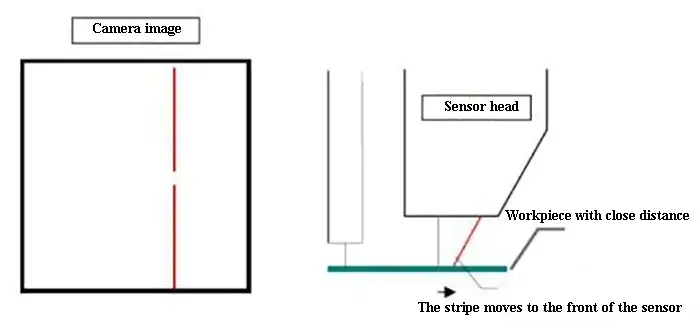
Fig. 5 Pieza de trabajo con distancia cercana
La cámara captura una imagen, que el controlador procesa y transforma en una imagen de franja láser digital. Luego, el software segmenta la tira en varias líneas para formar la soldadura. Según la posición de estas líneas, el sistema puede calcular la posición de la soldadura y convertirla a una distancia en milímetros utilizando los datos de calibración almacenados en el cabezal del sensor.
Durante el proceso de seguimiento, el sistema utiliza la velocidad de soldadura y la distancia de avance para determinar el tiempo de retraso, asegurando que la antorcha siga la soldadura y no el sensor. La estrategia de control está diseñada para proporcionar una distancia de avance suave que dé como resultado una soldadura suave. Si el sensor encuentra un cambio repentino de trayectoria, responderá suavemente, como se ilustra en la siguiente figura.

Fig. 6 Una respuesta suave.
El sensor consta de varios componentes principales, que incluyen una cámara CCD y un filtro, un láser semiconductor y elementos ópticos, y un microprocesador para el monitoreo de la temperatura y el almacenamiento de datos de calibración. El monitor de temperatura ayuda a proteger el láser de daños si falla el sistema de enfriamiento. Es importante tener en cuenta que si el láser funciona más allá del límite de temperatura, su vida útil se reducirá considerablemente.
El almacenamiento de datos de calibración permite intercambiar cabezales de sensores sin incurrir en costos o modificaciones adicionales, lo que garantiza un tiempo de inactividad mínimo en caso de daño o falla del sensor. El proceso de soldadura está protegido contra el hollín y las salpicaduras mediante una protección contra salpicaduras de cobre negro, que está equipada con una lámina de plástico transparente reemplazable que debe reemplazarse periódicamente cuando se acumula suciedad en su superficie.
El sensor debe enfriarse utilizando gas protector de soldadura o aire limpio, seco y sin aceite para mantener la temperatura de los componentes electrónicos por debajo de 50 °C, evitar la acumulación de polvo y proteger los componentes ópticos. El caudal de gas típico utilizado es de 5 L/min.
Si es necesario, una placa de montaje refrigerada por agua puede proporcionar refrigeración adicional para el cabezal del sensor. Por otro lado, si la temperatura del láser semiconductor cae por debajo de +5°C, se debe instalar un calentador opcional en el sensor.







