
1. Información general:
Este producto, que se muestra en la figura siguiente, está compuesto por un cuerpo de molde y una almohadilla, que pueden crear aumentos y disminuciones en los desplazamientos y realizar una flexión de segmento decreciente hacia adelante.

La almohadilla del componente principal se fija con tornillos y se puede cambiar el grosor de la almohadilla o se pueden cambiar los ángulos de la almohadilla y el desplazamiento cambiará.
2. Patrones:
El espesor máximo de placa aplicable es SPCC-2.3t.
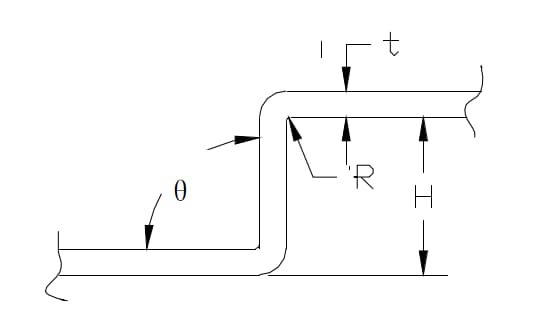
El rango de desplazamientos que se pueden producir es H=1~10MM.
2.1) El desplazamiento del molde está determinado por el conjunto de la almohadilla y el ángulo del componente. Para obtener información sobre el desplazamiento del molde, el ensamblaje de la almohadilla y la cantidad de chaflán del componente, consulte la Tabla 1.
| Componente | cuña biselada | 0 | 1.4 | 2.9 | 4.3 | 4.9 | 7.8 | 9.2 |
| 0,5 | 6.72 | 5.92 | 5.06 | 4.26 | 3.91 | 2.25 | 1.14 | |
| 1.0 | 7:15 am | 6.33 | 5.47 | 4.66 | 4.32 | 2.66 | 1,85 | |
| 2.0 | 7,95 | 7:15 am | 6.28 | 5.48 | 5.14 | 3.48 | 2.67 | |
| 4.0 | 9.58 | 8.79 | 7,93 | 7.12 | 6.78 | 5.11 | 4.31 |
Fórmula para calcular la altura de desplazamiento:
Altura de compensación = {11,0-(grosor de la cuña)}×0,574 + (cantidad de chaflán)×0,819
Sin embargo, el desplazamiento del producto es igual al desplazamiento del molde. La cantidad exacta de desplazamiento desde el molde hasta el producto se confirma mediante el doblado experimental de cada producto, con resultados tanto correctos como erróneos.
2.2) Si el desplazamiento H es pequeño, el ángulo θ aumentará.
2.3) El radio de curvatura R es generalmente menor o igual que R2. Si el desplazamiento H es pequeño, el ángulo R también disminuirá.
2.4) La pastilla se clasifica como accesorio de tercera clase, con 2 piezas cada una para 1,4t, 2,9t y 4,9t, y se combina con el componente achaflanado.
3. Métodos para ajustar el molde mediante un pasador de ajuste.
1)Primero, instale el molde superior; Después de colocar el molde inferior en el asiento de instalación del molde inferior, ajústelo usando el pasador de ajuste.
2)Si el desplazamiento es relativamente pequeño (alrededor de H=1~2 mm), el molde también se puede calibrar directamente combinando los moldes superior e inferior.
3)Método de ajuste de escala del pin de ajuste:
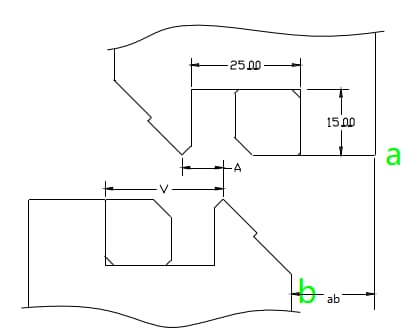
(1) Al ajustar la dimensión A, el desplazamiento puede variar debido a diferencias en el espesor de la placa o la forma de curvatura y no se puede generalizar. Este es sólo un rango de ajuste aproximado: A = V/3 + 0,245t;
(2) Mida la distancia vertical entre los puntos ayb, y la distancia vertical entre los dos extremos del molde debe ser igual.
4) Precauciones al utilizar la herramienta Pasador de ajuste:
4)-1 Primero, haga coincidir el chaflán y la cuña de acuerdo con la altura de compensación e instale los moldes superior e inferior, pero no fije primero el molde inferior.
4)-2 El ajuste del pasador de ajuste debe ser consistente con (0.245t) y el espesor de la placa correspondiente. Después del ajuste a la escala correspondiente, se deben apretar todos los tornillos.
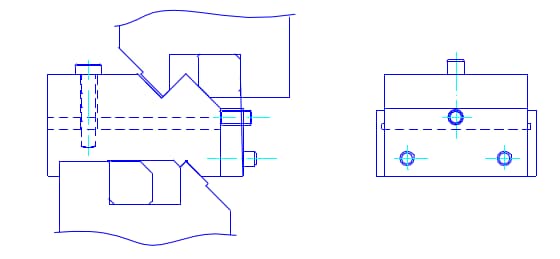
4)-3 Como se muestra en la figura siguiente, coloque dos pasadores de ajuste simétricos en el molde inferior, alinéelos con el molde superior y presione hacia abajo hasta aproximadamente 1 tonelada o menos. Después de fijar el molde inferior, retire el accesorio.
4)-4 La dimensión A que se muestra en la figura anterior puede cambiar teóricamente debido al desplazamiento y al espesor de la placa. Como este accesorio regula automáticamente el desplazamiento, sólo se puede ajustar el espesor de la placa según A = 0,245t. Hay datos teóricos y pruebas de flexión reales, y se debe obtener el mejor ángulo (especialmente para doblar con diferentes espesores de placa o doblar en ángulo romo, etc.).
Advertencia: No utilice más de la resistencia a la compresión especificada del molde;
Si encuentra algún daño en el molde, deje de usarlo inmediatamente.
El molde debe instalarse estrictamente de acuerdo con los procedimientos operativos.







