La estructura de una matriz de curvado varía en función de las características de la pieza doblada (forma, tamaño, nivel de precisión, etc.) y del volumen de producción. La complejidad varía y existen innumerables formas. Aquí, solo presentamos brevemente algunas estructuras comunes de matrices de flexión.
1. Troquel de doblado en forma de V
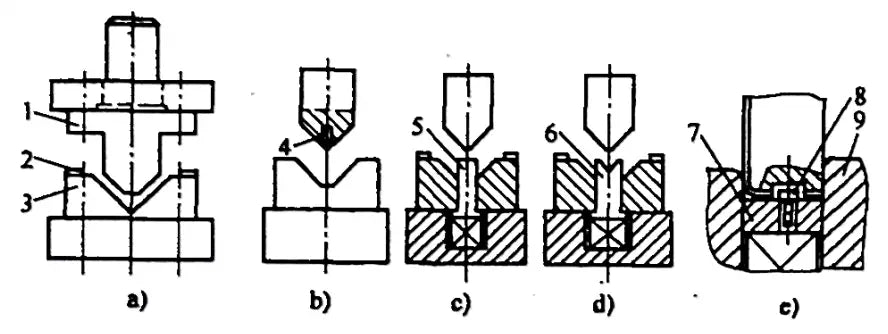
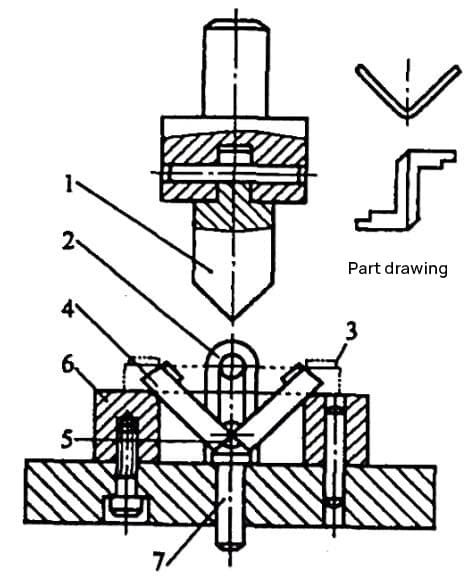
Hay muchas formas de estructuras de troqueles dobladores en forma de V de uso común, como se muestra en la Figura 2-23.
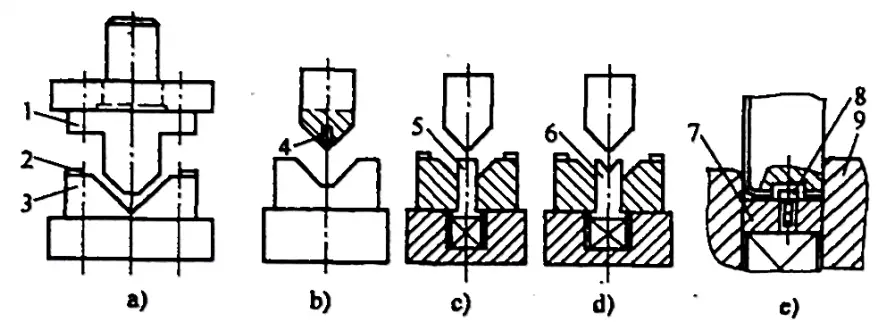
- 1 – Puñetazo
- 2 – Placa de posicionamiento
- 3 – Morir
- 4 – Pasador de posicionamiento
- 5 – Varilla eyectora
- 6 – Placa eyectora en forma de V
- 7 – Placa eyectora
- 8 – Pasador de posicionamiento
- 9 – Contra-retroceso.
1) La estructura que se muestra en la Figura 2-23a es una estructura común de molde para doblar piezas en forma de V (o L). Sus características son la sencillez y versatilidad, pero con menor eficiencia y precisión.
2) Las estructuras que se muestran en las Figuras 2-23b a 2-23d son estructuras de matriz de doblado con pasadores de posicionamiento, varillas eyectoras y placas eyectoras en forma de V. Su característica es que pueden evitar que la pieza se mueva durante el doblado, mejorando la precisión del doblado. partes.
3) La estructura que se muestra en la Figura 2-23e es una estructura de matriz flexible con pasadores de posicionamiento y una placa eyectora. Puede evitar eficazmente que la pieza de trabajo se desplace durante el doblado, mejorando la precisión de las piezas dobladas y es capaz de procesar piezas dobladas con una tolerancia de longitud lateral de 0,1.
4) La Figura 2-24 muestra una estructura de matriz dobladora en forma de V con una placa articulada. Su principio de funcionamiento es: Las dos partes del troquel se conectan entre sí mediante una cadena de bola de masa y se insertan en el pivote de los dos pilares, manteniendo el centro vertical y doblando la pieza junto con el troquel. Cuando el punzón se retrae, el troquel gira y vuelve a su posición inicial con la ayuda de la varilla eyectora del amortiguador que se encuentra debajo.
Su característica es: Durante el proceso de curvado, la pieza de chapa está siempre en contacto con el troquel giratorio, apto para operaciones de curvado que no tienen suficiente área de apoyo para prensar y son estrechas y largas.
- 1 – Puñetazo
- 2 – Pilar
- 3 – Placa de posicionamiento
- 4 – Gira los dados
- 5 – Cadena de bola de masa
- 6 – Contra-retroceso
- 7 – Varilla eyectora.
2. Matriz de doblado en forma de U
De acuerdo con los diversos requisitos de los componentes en forma de U, las estructuras de matriz de flexión comúnmente adoptadas se ilustran en las Figuras 2-25 y 2-26. A continuación se proporciona una breve introducción a sus aplicaciones y características.
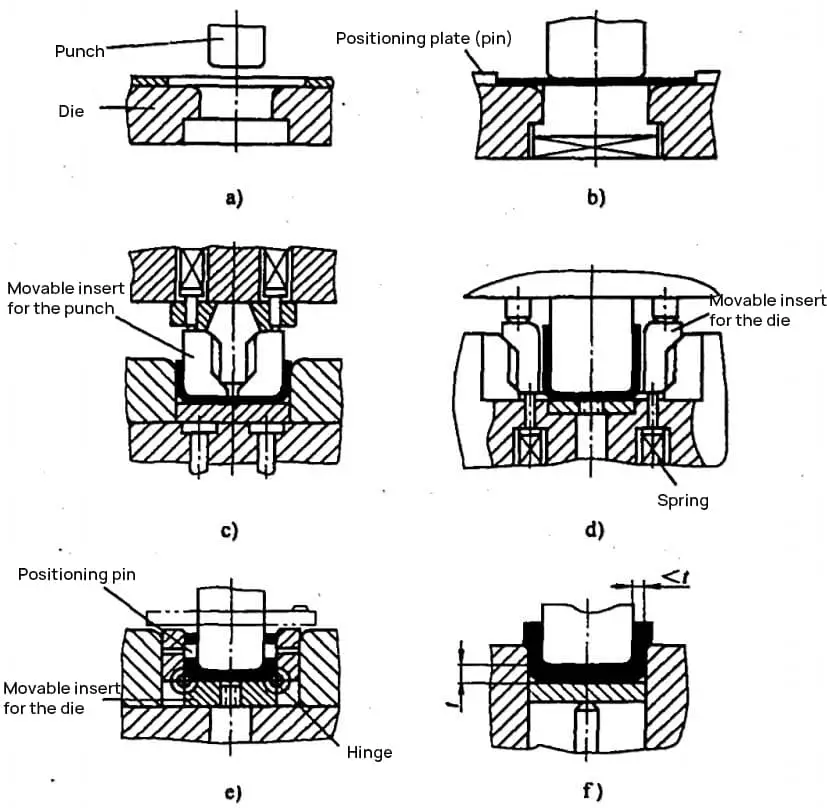
4) La estructura que se muestra en la Figura 2-25d se utiliza para componentes con requisitos dimensionales internos más altos. Cuando la tolerancia de espesor de la pieza en bruto es grande, los lados del punzón se transforman en inserciones móviles. Bajo la acción del resorte, el ancho del punzón se puede ajustar automáticamente según el espesor del material.
5) La estructura que se muestra en la Figura 2-25 se utiliza para componentes que requieren orificios coaxiales en ambos lados. Los insertos móviles a ambos lados del troquel tienen pasadores de ubicación para posicionar la pieza en bruto. A medida que el punzón desciende, presiona la pieza en bruto y los insertos móviles dentro del troquel, asegurando la coaxialidad de los agujeros en ambos lados.
Cuando el punzón se eleva, el troquel móvil y la placa de presión regresan a la parte superior del troquel bajo la acción del resorte. La desventaja es su estructura compleja y la dificultad de fabricación.
6) La estructura que se muestra en la Figura 2-25f es para piezas con paredes laterales delgadas.
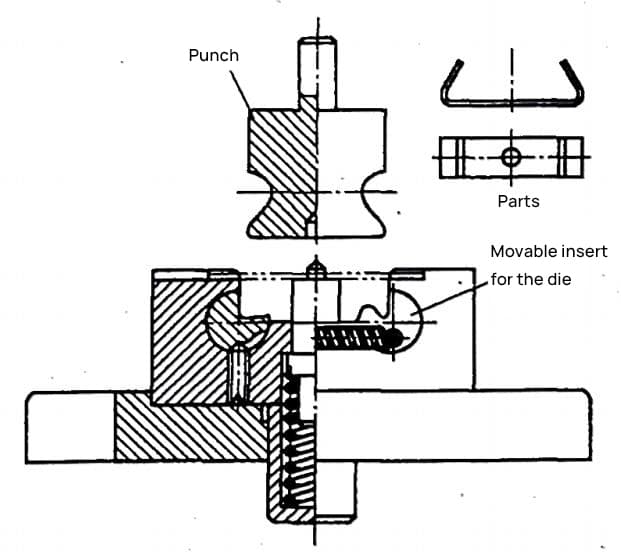
7) La estructura que se muestra en la Figura 2-26 se utiliza para doblar componentes en forma de U con ángulos φ<90°. Los insertos móviles a ambos lados de la matriz pueden girar dentro de la cavidad. Durante el plegado en prensa, el punzón primero dobla la pieza en forma de U.
A medida que el punzón continúa descendiendo, los insertos móviles a ambos lados de la matriz giran y doblan la pieza en bruto hasta formar el componente en forma de U hasta el ángulo deseado φ<90°. Cuando el punzón se eleva, el inserto móvil se reinicia bajo la acción del resorte, el punzón saca la pieza de trabajo del troquel y la pieza de trabajo se descarga del punzón a lo largo de la dirección del eje Z.
Lectura relacionada: Calculadora de resistencia a la flexión en forma de V y U
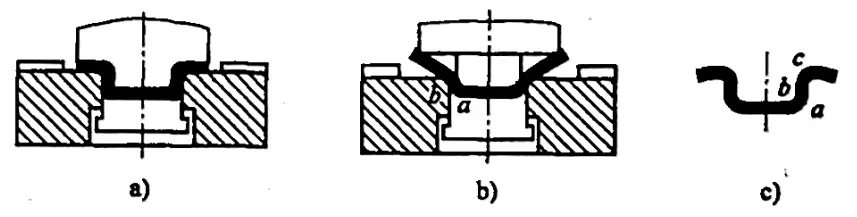
3. Troquel de doblado en forma de Z
Cuando la altura del escalón H está dentro de 2t
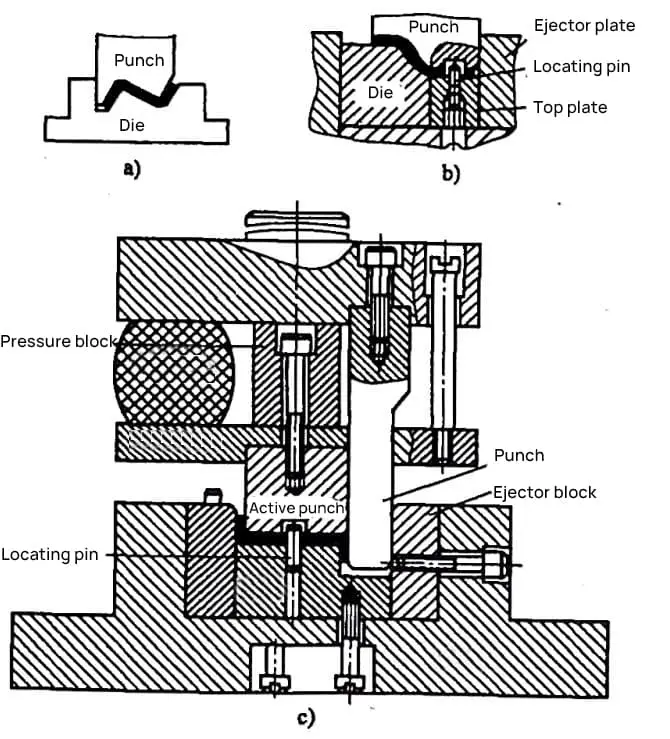
1) La estructura que se muestra en la Figura 2-27a es simple. Sin embargo, sin un dispositivo de presión, la pieza en bruto puede deslizarse fácilmente durante el doblado por prensa. Sólo es adecuado para piezas con requisitos de baja precisión.
2) La Figura 2-27b muestra una estructura de molde de doblado en forma de Z (escalonado) con una placa superior y un pasador de ubicación, que evita efectivamente que la pieza en bruto se deslice y se desplace durante el proceso de doblado en prensa, mejorando así la precisión del mecanizado de las piezas.
3) Antes de que comience el doblado de la prensa en la estructura que se muestra en la Figura 2-27c, el punzón móvil y el punzón se nivelan en la parte superior bajo la fuerza de una lámina de goma. Cuando comienza el doblado de la prensa, el punzón móvil y la placa superior sujetan la pieza en bruto, y bajo la acción de la fuerza de la lámina de caucho (>fuerza del resorte de la placa superior), el punzón móvil y la placa superior se mueven hacia abajo, causando que el lado izquierdo del espacio en blanco se suelte. para doblar.
Cuando la placa superior entra en contacto con la base inferior del molde, la fuerza de la placa superior aumenta, comprimiendo la lámina de caucho. El punzón baja, doblando el lado derecho de la pieza moldeada. Cuando la base superior del molde entra en contacto con el bloque de presión, se comprueba y corrige la pieza. Esta estructura puede producir piezas de alta precisión, pero es compleja y difícil de fabricar.
4. Molde para doblar cuatro esquinas
Las piezas dobladas en las cuatro esquinas se pueden formar en uno o dos pasos.
1) La estructura del molde de doblado simple de cuatro esquinas de un paso se muestra en la Figura 2-28. Al doblar piezas con esta estructura de molde, a menudo surgen imprecisiones en la forma de la esquina exterior y adelgazamiento de las secciones de pared recta (especialmente cuando el espesor del material es t>1~1,5 mm y su parte de pared recta es relativamente alta).
Esto se puede ver en el proceso de moldeo que se muestra en la Figura 2-28b. Cuando el molde macho baja, la esquina interior lo pliega hasta una posición de línea de plegado fija. Sin embargo, la posición de la línea de pliegue de la esquina exterior no es fija, primero en el punto b y finalmente en el punto c.
Por lo tanto, la pieza final obtenida tiene la forma que se muestra en la Figura 2-28c, y la sección de pared recta tiende a adelgazarse debido a la fuerza de tracción durante la flexión. Debido a que esta estructura de molde flexible es simple y fácil de fabricar, se puede utilizar cuando los requisitos de piezas no son altos y el volumen de producción no es grande.
2) La Figura 2-29 muestra la estructura de un molde de doblado de dos pasos y cuatro esquinas. Esta estructura asegura que las esquinas interior y exterior se doblen en la línea de plegado, evitando así el fenómeno de adelgazamiento que se muestra en la Figura 2-28c y mejorando la calidad de las piezas dobladas. Sin embargo, este molde tiene una baja eficiencia de producción y sólo puede garantizar suficiente resistencia del molde cóncavo cuando la altura H de las piezas dobladas (ver Figura 2-29b) es >(12~15)t.
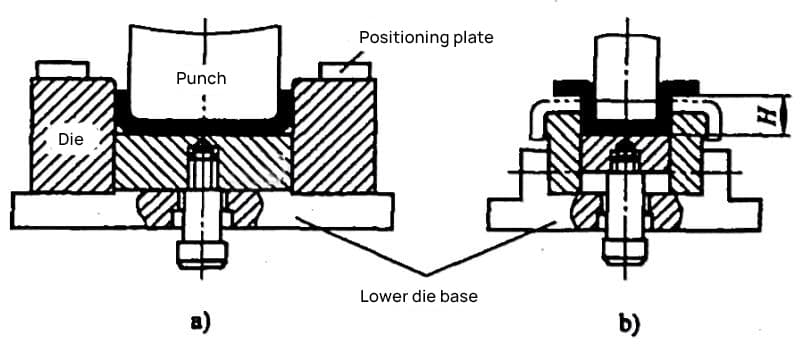
- a) Paso 1
- b) Paso 2
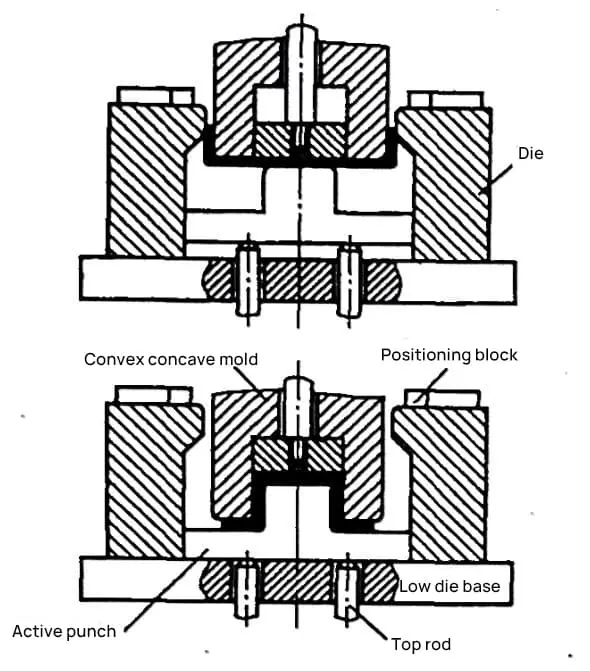
3) La Figura 2-30 muestra la estructura de un molde doblador compuesto de dos etapas. Esta estructura asegura que las esquinas interior y exterior se doblen en la línea de plegado, evitando así el fenómeno de deformación por flexión que se muestra en la Figura 2-28. A medida que los moldes convexo y cóncavo descienden, el molde cóncavo dobla primero la pieza en bruto en forma de U (fuerza de empuje del molde convexo-cóncavo > fuerza de expulsión activa del molde convexo).
Cuando el molde convexo activo entra en contacto con la base del molde inferior (fuerza de expulsión del molde convexo activo > fuerza de empuje del molde convexo-cóncavo), el molde convexo-cóncavo continúa descendiendo y el molde convexo activo finalmente da forma a la pieza doblándola. La desventaja de este molde curvado es que requiere un gran espacio de cavidad en el molde inferior para facilitar la formación lateral de la pieza.
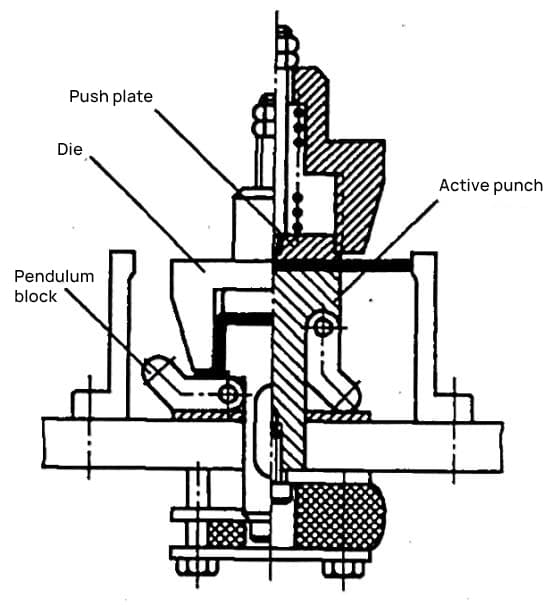
4) La Figura 2-31 muestra otra estructura de un molde doblador compuesto de dos etapas (con bloque oscilante). A medida que el molde cóncavo desciende, la pieza en bruto primero se dobla en forma de U mediante la fuerza de expulsión del molde convexo activo. El molde cóncavo continúa descendiendo y cuando entra en contacto con la parte superior de la placa superior, obliga al molde convexo a descender y al bloque basculante a girar hacia un lado.
Bajo la fuerza del bloque oscilante, la pieza finalmente se moldea mediante flexión. La desventaja de este molde curvador compuesto es la complejidad de la estructura del molde.
5. Molde de curvado para piezas cilíndricas.
El método de doblado de piezas cilíndricas suele estar determinado por el diámetro del cilindro. Para cilindros con un diámetro (d) inferior a 5 mm, se considera una pequeña flexión circular. Para cilindros con diámetro (d) igual o superior a 20 mm, se clasifica como flexión de círculo máximo.
(1) Doblado de piezas circulares pequeñas con un diámetro (d) inferior a 5 mm
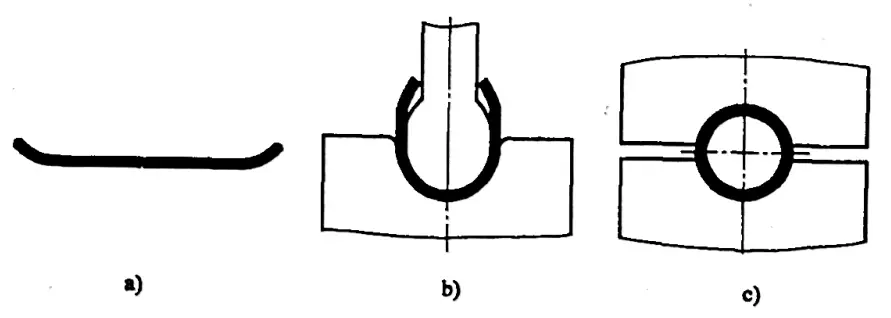
El proceso de doblado de piezas cilíndricas pequeñas implica primero doblarlas en forma de U y luego doblar esa forma de U en una formación cilíndrica. Esto se hace usando dos pares de matrices de doblado simples para formar un cilindro, como se muestra en la Figura 2-32.
Debido al pequeño tamaño de la pieza de trabajo, es inconveniente realizar la operación de doblado dos veces, por lo que se pueden combinar los dos pasos o se puede usar un molde de doblado por pasos para darle forma. La Figura 2-33 muestra un molde de doblado en un solo paso para piezas cilíndricas pequeñas.
Cuando el molde superior baja, la placa de presión presiona el control deslizante hacia abajo. El hundimiento dicta que el tocho de la varilla central primero se dobla en forma de U. A medida que el molde superior continúa descendiendo, el molde convexo dobla la forma de U en una forma cilíndrica. Esta estructura es adecuada para materiales blandos y doblado de piezas cilíndricas de pequeño y mediano diámetro.
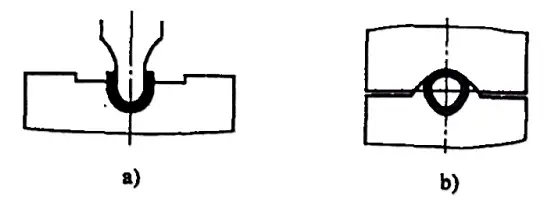
- a) Primer paso: doblar en forma de U
- b) Segundo paso: doblar en forma cilíndrica.
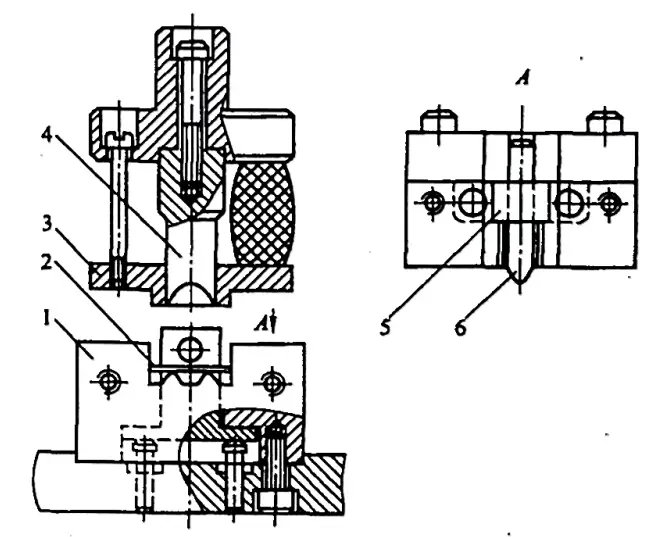
- 1 – Molde cóncavo
- 2 – Material laminar
- 3 – Placa de presión
- 4 – Molde convexo
- 5 – Control deslizante
- 6 – Varilla central
(2) Doblado de piezas circulares grandes con un diámetro (d) igual o superior a 20 mm.
La Figura 2-34 muestra un molde de doblado en un solo paso para piezas cilíndricas grandes con un molde cóncavo oscilante. A medida que el molde convexo desciende, inicialmente forma la parte en forma de U. A medida que el molde convexo continúa descendiendo, el molde cóncavo oscilante dobla la forma de U en una forma circular.
La pieza se puede retirar empujando el soporte a lo largo de la dirección del eje convexo del molde. Este molde tiene una tasa de producción relativamente alta, pero debido al rebote, quedan espacios y una pequeña cantidad de regla en la unión de la pieza, lo que da como resultado una precisión deficiente de la pieza y una estructura del molde más compleja. La Figura 2-35 muestra un método de doblado en dos pasos para piezas cilíndricas grandes.
Primero, se dobla previamente en tres ondas de 120° y luego se dobla en forma circular utilizando el segundo par de troqueles. La pieza se retira en la dirección del eje convexo del molde. La Figura 2-36 muestra un método de doblado de tres pasos para piezas cilíndricas grandes, que tiene una tasa de producción más baja y es adecuado para piezas con mayor espesor de material.
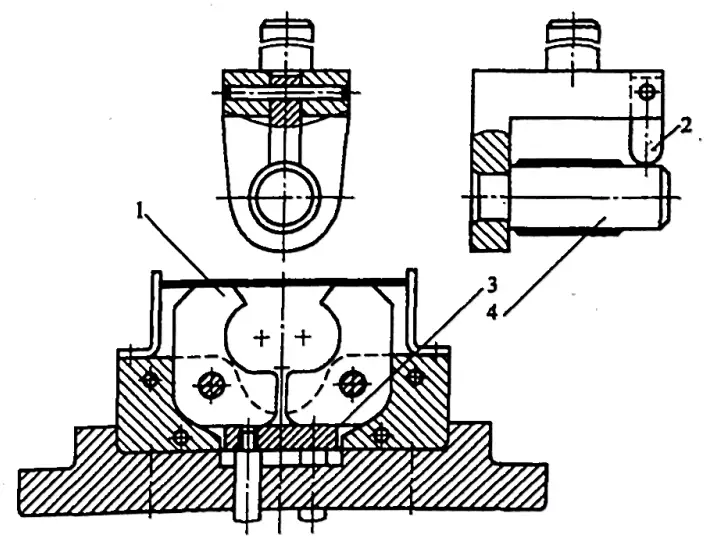
- 1 – Molde cóncavo oscilante
- 2 – Soporte de molde convexo
- 3 – Placa superior
- 4 – Molde convexo
- a) La curvatura inicial forma una onda de 120°.
- b) La segunda curva presenta: 1 – una placa de posicionamiento, 2 – una matriz macho, 3 – una matriz hembra.
- a) Primera flexión
- b) Segunda flexión
- c) Tercera flexión
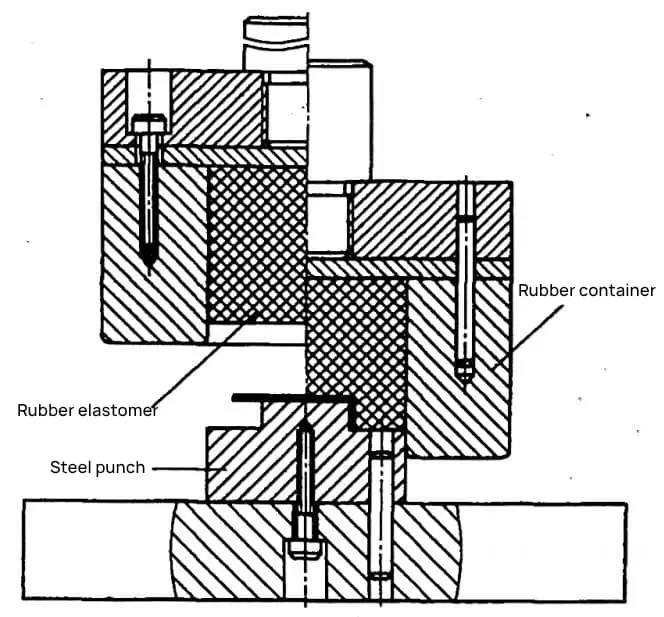
6. Molde para doblar caucho
El molde para doblar caucho reemplaza la parte cóncava del molde para doblar con caucho, mientras que la parte convexa todavía usa un molde de acero, como se muestra en la Figura 2-37. El caucho puede transmitir presión en todas direcciones como un líquido dentro de un recipiente sellado. En comparación con los moldes de curvado rígidos, el proceso de curvado sufre cambios ventajosos. El caucho o los elastómeros de alta dureza (60-80AS) producen mejores resultados.
Las piezas curvadas procesadas no sólo se caracterizan por una alta precisión y no presentan rayones en la superficie, sino que también es excelente la naturaleza universal del molde cóncavo de caucho o elastómero. Es más adecuado para procesar piezas individuales y de lotes pequeños con requisitos de alta precisión del tamaño de curvatura y calidad de la superficie, así como piezas fabricadas con materiales más blandos.
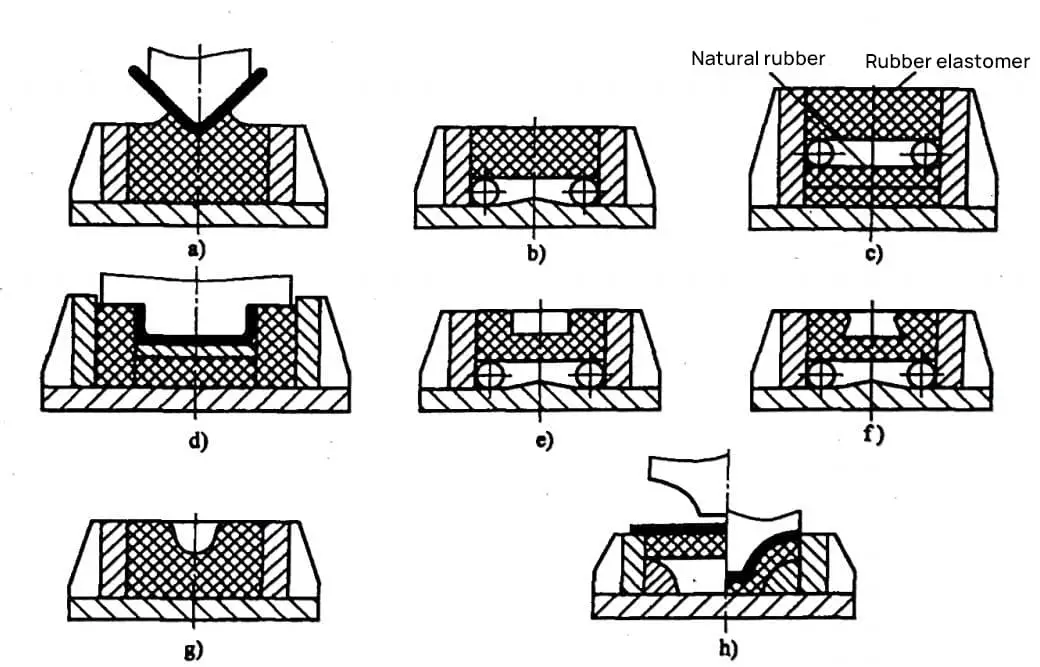
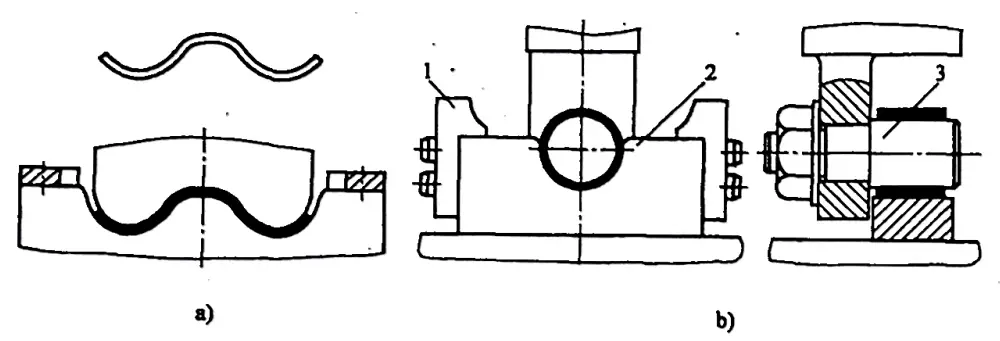
La Figura 2-38 muestra varias estructuras de contenedores cóncavos de moldes de doblado de caucho comunes y métodos de doblado.
La Figura 2-38a es adecuada para doblar piezas en forma de V con radios pequeños.
La Figura 2-38b es adecuada para doblar piezas en forma de U y piezas en forma de V con radios más pequeños.
La Figura 2-38c es adecuada para doblar piezas en forma de V con radios más grandes, formando una formación abierta.
La Figura 2-38d es adecuada para doblar piezas en forma de U.
Las Figuras 2-38e, f, g, h son respectivamente adecuadas para doblar piezas en forma de anillo o piezas de formas especiales con alas en ambos lados, formando juntas.