A la disposición de las piezas ciegas en chapa, listón o material en tiras se le llama disposición. La eficiencia del diseño afecta directamente la utilización del material, la calidad de las piezas, el costo, la estructura del troquel y la vida útil. La cuidadosa selección de materiales es importante para ahorrar materiales en la producción de impresión.
Un diseño eficaz es una medida sólida para la conservación del material, especialmente en la producción en masa, donde los costes de material representan una gran proporción. El pleno aprovechamiento de los materiales es un indicador económico crucial en la producción de piezas de chapa.
Se debe dar una consideración exhaustiva durante el proceso de diseño y se deben analizar todos los factores que afectan el diseño para establecer el mejor plan de diseño.
Existen tres métodos de clasificación para el diseño de piezas ciegas. El trazado desde la perspectiva de los residuos se divide en: trazado con residuos, trazado con menos residuos y trazado sin residuos.
1. Disposición con residuos
El diseño despilfarrador (ver Fig. 3-10) se extiende a lo largo de todo el perímetro de la pieza. Como hay superposiciones en el material, la calidad de las piezas en bruto está garantizada y la vida útil del troquel es larga. Sin embargo, la utilización de material es baja.
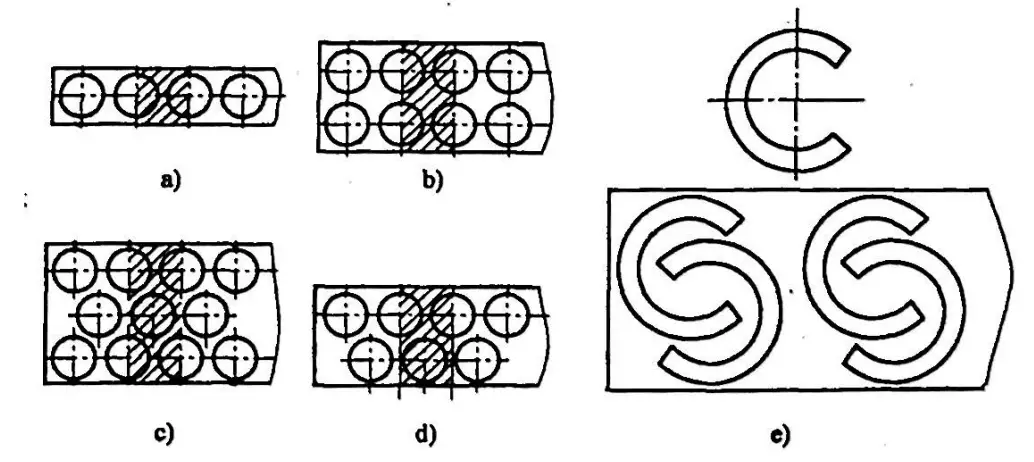
- a) Diseño de pieza redonda única
- b) Disposición de piezas circulares dobles paralelas
- c) Disposición de pieza redonda triple cruzada
- d) Diseño de pieza redonda de doble cruz
- e) Diseño cruzado
2. Diseño con menos desperdicio
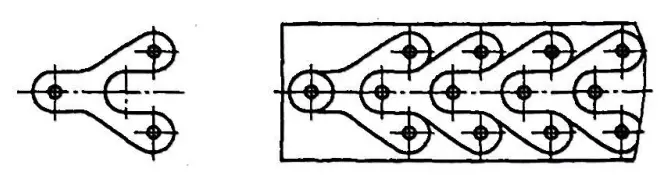
El diseño que menos desperdicio (consulte la Figura 3-11) se realiza a lo largo de parte de la forma exterior de la pieza, dejando superposición o exceso de material solo en áreas específicas.
3. Diseño sin desperdicios
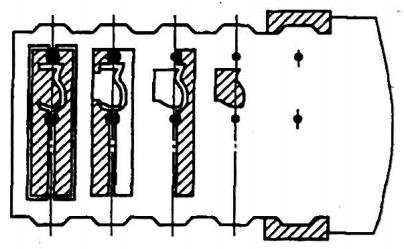
El diseño sin desperdicios (consulte la Figura 3-12) se refiere a un diseño sin desperdicios de proceso (superposición y exceso de material), solo desperdicios estructurales determinados por la forma estructural de la pieza (como desperdicios en los agujeros).

Del análisis anterior, se puede ver que, siempre que no afecte los requisitos de uso de las piezas, adoptar un diseño con menos o ningún desperdicio puede aumentar el uso de material entre un 75% y un 95%. Esto es beneficioso no sólo para estampar varias piezas a la vez, sino que también simplifica la estructura del troquel y reduce la fuerza de corte.
Sin embargo, debido a la influencia de la tolerancia dimensional de la propia tira y los errores causados por la orientación y posicionamiento de la tira, la calidad y precisión de las piezas ciegas son inferiores.
Mientras tanto, a medida que la matriz experimenta una fuerza unilateral, esto agrava el desgaste de la matriz, reduce su vida útil y afecta directamente la calidad de la sección transversal de la pieza en bruto. Por lo tanto, el diseño debe coordinarse y considerarse en su totalidad.
El segundo método clasifica los métodos de diseño de piezas ciegas según la forma de la pieza de trabajo y el método de diseño en: diseño recto, diseño diagonal, diseño opuesto recto, diseño diagonal opuesto, diseño mixto, diseño de varias filas, etc., como se muestra en la Tabla 3-5.
Tabla 3-5 Métodos de diseño
| Tipos de diseño predeterminados | Diseño dimensional del material | Diseño de material mínimo o adimensional. | |
| disposición vertical |
|
|
|
| Disposición diagonal |
|
|
|
| Acuerdo de oposición directa |
|
|
|
| Disposición de oposición diagonal |
|
|
|
|
|
|
||
|
|
|
||
| Método de diseño del panel | Método de corte completo |
|
|
| Técnica de corte por etapas. |
|
||
El tercer método es el método de diseño mixto, también conocido como anidamiento. Este enfoque es adecuado para punzonadoras CNC (punzonadoras de torreta) y corte por láser. Al organizar el diseño según el análisis de los tipos de piezas perforadas en nuestra empresa, debemos adoptar el método de diseño mixto siempre que sea posible para las piezas adecuadas.
En conclusión, después de garantizar que los requisitos técnicos clave de las piezas no se vean afectados y con el consentimiento de los diseñadores del producto, modificar la forma estructural de las piezas para acomodar diseños de desperdicio mínimo o cero no solo ahorra una cantidad sustancial de materia prima, sino que También aumenta la eficiencia de la producción de productos.







