
Se você escolher a usinagem CNC como método de fabricação de sua peça, você deve saber que a profundidade de corte (DOC) é um dos três parâmetros mais importantes que afetam a qualidade do produto usinado.
Neste artigo você aprenderá o que significa profundidade de corte na usinagem, por que é necessário controlá-la, qual é a diferença entre a espessura do cavaco e a profundidade de corte e como isso é calculado.
Qual é a profundidade de corte durante a usinagem?
No processo de usinagem, a profundidade de corte é simplesmente a profundidade na qual a ferramenta de corte penetra e corta uma peça para produzir um cavaco. Em um processo de corte ideal, a ferramenta de corte CNC produz um cavaco à medida que se move para a esquerda na superfície da peça a uma certa profundidade. Essa profundidade é chamada de profundidade de corte ou DOC. Se precisar de uma aplicação semelhante e fácil, você pode conferir como cortar raspas ou raspas de chocolate.
A profundidade de corte é medida em polegadas ou milímetros e geralmente varia entre 0,1 e 1 mm.
Por que você precisa controlar a profundidade de corte durante a edição?
A profundidade de corte tem impacto direto no processo de usinagem, por exemplo:
- O calor aumenta na ponta da ferramenta;
- taxa de desgaste da ferramenta;
- resistência do produto processado;
- A qualidade da superfície processada.
Por exemplo, os metais recozidos têm maior tendência a formar arestas postiças (BUE) durante o processo de corte do que os metais formados a frio. O tipo de cavaco BUE consiste em camadas de cavacos que se acumulam na ponta da ferramenta. Se a profundidade de corte for muito grande, uma aresta postiça não controlada também terá um efeito negativo na qualidade da superfície.
Como a profundidade de corte interage com outros fatores de usinagem?
A profundidade de corte é um dos fatores independentes que afetam o processo de usinagem, ou seja, é controlada pelo operador. Entretanto, a profundidade de corte interage com outros fatores e afeta a superfície resultante da peça e suas propriedades.
Profundidade de corte e refrigeração
À medida que a profundidade de corte diminui, a curvatura do cavaco diminui e o cavaco fica ondulado. Neste caso e com o aumento do calor na ponta da ferramenta, pode-se pensar que a adição de refrigerante resfriaria o processo.
No entanto, adicionar refrigeração CNC torna o cavaco ainda mais curvo, reduz o contato entre a ferramenta e o cavaco e concentra o calor na ferramenta, aumentando significativamente o desgaste da ferramenta. Neste caso, um quebra-cavacos pode ser útil.
Profundidade de corte, ângulo de inclinação e velocidade de corte
Outro exemplo é o processamento de termoplásticos. Os termoplásticos geralmente têm baixa condutividade térmica e baixo módulo de elasticidade. Isto significa que eles são fortemente afetados pelas flutuações de calor na ponta da ferramenta durante a usinagem. A profundidade de corte, o ângulo de inclinação e a velocidade de corte precisam ser ajustados entre si para evitar o aumento da temperatura e a formação de cavacos pegajosos e emborrachados na ponta da ferramenta.
Também vale a pena saber que a profundidade de corte é um dos três parâmetros mais importantes que afetam a vida útil da ferramenta, juntamente com a velocidade de corte e o avanço.
Como você calcula a profundidade de corte?
A importância das relações quantitativas entre diferentes variáveis fica clara quando você precisa de um cálculo de profundidade de corte, quer saber por que a temperatura da ferramenta fica tão alta, por que o acabamento superficial é ruim, por que a ferramenta de corte se desgasta rapidamente e muito mais.
Para calcular a profundidade de corte, você deve especificar os seguintes parâmetros:
- Qual é o processo de usinagem (fresamento, torneamento, etc.)
- material da peça
- Propriedades da dica de ferramenta
- Funções da máquina
- Qualidade e tolerância de superfície exigidas
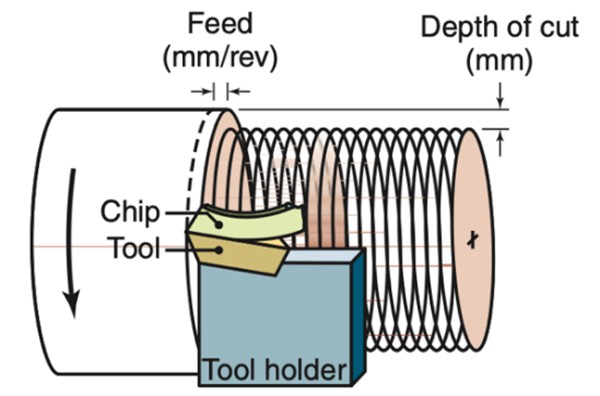
Profundidade de corte ao girar
No torneamento CNC, a peça gira à medida que a ferramenta remove uma camada de material à medida que se move ao longo do comprimento da peça. A profundidade de corte pode ser igual ao avanço ou taxa de avanço, que é simplesmente a distância que a ferramenta percorre ao longo da peça a cada revolução ao longo do tempo, e a unidade é mm/min.
Portanto, a profundidade de corte pode ser simplesmente definida pela espessura do material removido e calculada da seguinte forma:

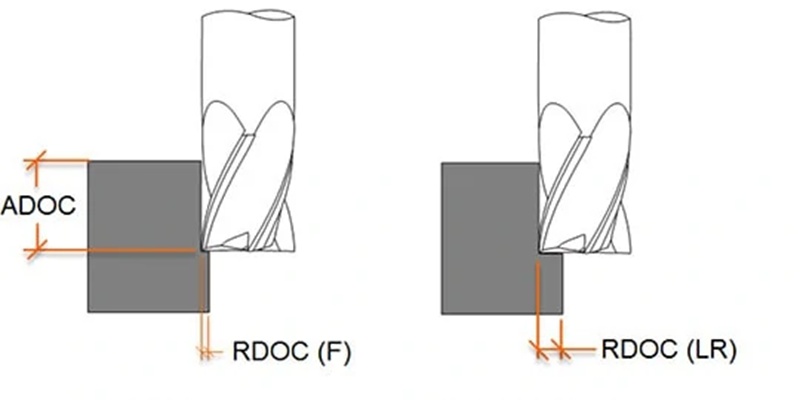
Profundidade de corte ao fresar
No fresamento CNC, a ferramenta gira enquanto a peça permanece estacionária. A profundidade de corte é simplesmente a profundidade que a ferramenta corta na peça em uma revolução. Normalmente, a profundidade de corte é quatro vezes o diâmetro da ferramenta de corte para diâmetros grandes acima de 20 mm e dez vezes o diâmetro para ferramentas com diâmetros menores.
Compare o valor da espessura do cavaco com o valor da profundidade de corte
É importante distinguir entre espessura de cavaco e profundidade de corte, pois NÃO são a mesma coisa e NÃO têm o mesmo valor.
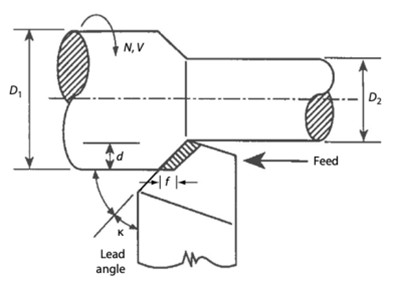
Para explicar isso, precisamos dar uma olhada mais de perto na Figura 1 do processo de corte ideal. O valor da profundidade de corte (denotá-la por to) é diferente da espessura do cavaco (tc).
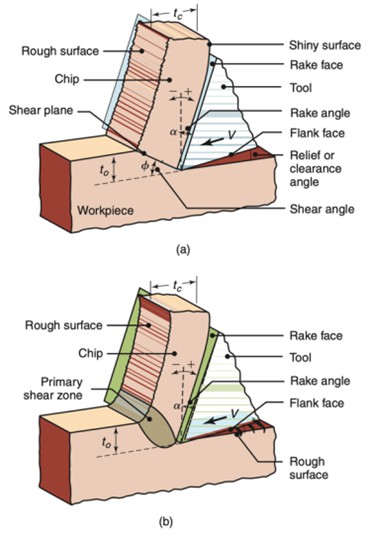
Figura 1: Processo de corte ideal
A remoção de cavacos é realizada por cisalhamento em um plano de cisalhamento definido com precisão e com um ângulo de cisalhamento definido ϕ, conforme mostrado na Figura 2 abaixo. Como resultado, o valor da espessura do cavaco é sempre maior que o valor da profundidade de corte.

Figura 2: Mecanismo básico de formação de cavacos
Taxa de corte vs. taxa de compressão de cavacos
A relação entre a profundidade de corte e a espessura do cavaco to/tc é chamada de razão de corte ou razão de espessura do cavaco, denotada por (r) e pode ser calculada da seguinte forma:

Também pode ser calculado a partir do ângulo de cisalhamento ϕ e do ângulo de inclinação α conforme mostrado na Figura 1 como segue:

Onde:
ϕ: ângulo de cisalhamento
α: ângulo de inclinação
O recíproco deste valor é chamado de taxa de compressão de cavacos ou fator de compressão de cavacos e indica quão grande é a espessura dos cavacos em relação à profundidade de corte.
Bônus: profundidade de corte versus forças de corte e desempenho
Conhecer a força e a potência de corte é fundamental para calcular o DOC. Eles podem fornecer parâmetros importantes, como:
- Ferramentas com a resistência necessária para evitar desgaste rápido e garantir ótima eficiência e qualidade superficial.
- Suportes e acessórios de peças que podem suportar essas forças com deformação mínima.
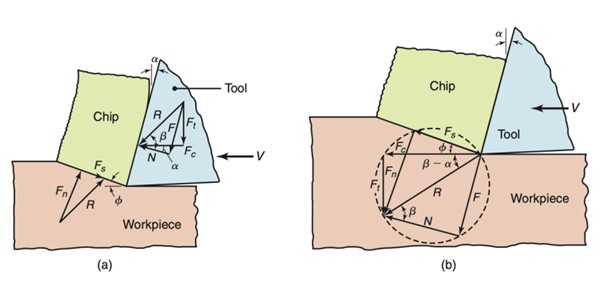
A potência necessária é simplesmente o produto da força de corte multiplicada pela velocidade e pode ser calculada da seguinte forma:

Onde Fc é a “força de corte” e é definida como a força exercida pela ferramenta para cortar a peça e que atua na mesma direção que a velocidade da ferramenta V.
A energia específica total é a energia total necessária para aplicar a força de cisalhamento necessária para cortar a superfície (us), além da energia específica de atrito, que é a energia necessária para superar o atrito entre a ferramenta e a superfície (uf).

A energia específica de cisalhamento e a energia específica de atrito dependem da profundidade de corte e podem ser calculadas da seguinte forma:
A velocidade do cavaco está relacionada à velocidade de corte da seguinte forma:


Portanto, é importante ressaltar que essas fórmulas podem ser utilizadas ao contrário para calcular a profundidade de corte se você tiver determinados parâmetros da máquina.

WayKen é um parceiro confiável para seus projetos de edição
A usinagem é uma operação complexa e não é um processo fácil definir valores quantitativos para todos os parâmetros e determinar a usinabilidade de um determinado material.

Concluindo
A profundidade de corte é um parâmetro muito importante que deve ser levado em consideração antes de iniciar o processo de usinagem. Conforme já explicado, o valor da profundidade de corte afeta diretamente os parâmetros de usinagem dependentes, como forças de usinagem e energias específicas. O cálculo destes valores afeta não só a resistência e a qualidade superficial da peça, mas também o material da ferramenta, o tipo de fixação e a possibilidade de utilização de refrigerante.







