
1. Resumen del proceso de soldadura por arco de argón de doble cara.
Los tanques de almacenamiento de acero inoxidable suelen tener grandes volúmenes y placas de paredes delgadas, lo que los convierte en contenedores atmosféricos. La soldadura manual con electrodo revestido es el proceso de soldadura más utilizado.
Sin embargo, este proceso de soldadura puede provocar salpicaduras significativas, tensión interna durante la soldadura y deformación sustancial en un solo lado de la soldadura, lo que dificulta el control de la calidad de la soldadura.
Para solucionar estos problemas se puede utilizar la soldadura por arco de argón. Este proceso elimina las salpicaduras y la escoria durante la soldadura, superando las deficiencias de la soldadura manual con electrodos.

El acero inoxidable tiene una fuerte afinidad por el oxígeno, lo que lo hace susceptible a la oxidación a altas temperaturas. Como resultado, la imprimación unilateral para soldadura por arco de argón a menudo produce la aparición de "soldadura de escoria", lo que resulta en "pobre cromo" en el área de la junta de soldadura y fallas prematuras en ambientes corrosivos.
Además, la soldadura unilateral se ve fuertemente influenciada por el conjunto de ranuras y puede provocar defectos de soldadura como penetración incompleta y fusión de raíces.
Para resolver los defectos anteriores asociados con la soldadura por arco de argón de un lado y la deformación causada por tensiones internas desiguales, así como para aumentar la tasa de calificación de la película NDT, se recomienda utilizar el proceso de soldadura por arco de argón de dos lados. Esto implica tener dos personas soldando ambos lados de la soldadura simultáneamente.
2. Parámetros específicos del proceso
1. Tipo y tamaño de ranura de soldadura
|
Posición de soldadura |
espesor de pared |
Tipo de ranura |
Tamaño de ranura |
||
|
intervalo |
borde truncado |
ángulo de ranura |
|||
|
Soldadura longitudinal de la pared del tanque. |
5~8 |
V única |
1~2 |
1~2 |
65~75 |
|
Soldadura circunferencial de la pared del tanque |
5~8 |
V única |
1~2 |
1~2 |
45~55 |
Nota: La ranura debe mecanizarse antes de soldar. Antes de soldar, se deben eliminar todos los contaminantes que se encuentren en la superficie de la ranura y dentro de los 100 mm. Si es necesario, se debe secar la zona con un paño seco. La alineación y desalineación interna de la soldadura no debe exceder los 0,5 mm.
2. Parámetros del proceso de soldadura
| Proceso de soldadura | Zona de soldadura | Especificación del material de soldadura | Polaridad energética | Corriente de soldadura (A) | Tensión de soldadura (V) | Velocidad de soldadura (mm/min) | Flujo de argón (L/min) |
| GTAW | Imprimación de doble cara | Φ2.4 | polo positivo | 70~100 | 10~12 | 70~110 | 10~14 |
| SMAW | Tapa | Φ3.2 | polo negativo | 90~120 | 20~24 | 60~80 | / |
3. Materiales de soldadura recomendados
1) El argón debe tener al menos un 99,99 % de pureza y se debe adjuntar un certificado de producto para confirmar su pureza.
2) Los materiales de soldadura recomendados para diversos aceros inoxidables austeníticos son los siguientes:
| Nombre del material | Alambre de soldadura | Barra rellenadora |
| 0Cr18Ni9(304) | ER308 (H0Cr21Ni10) | A102 |
| 00Cr19Ni10(304L) | ER308L (H00Cr21Ni10) | A002 |
| 0Cr17Ni12Mo2(316) | ER316 (H0Cr19Ni12Mo2) | A202 |
| 00Cr17Ni14Mo2(316L) | ER316L (H00Cr19Ni12Mo2) | A022 |
| 0Cr18Ni10Ti(321) | ER347 (H0Cr21Ni10Ti) | A132 |
| 1Cr18Ni9Ti(321HTB) | ER347 (H0Cr21Ni10Ti) | A132 |
Nota: Los materiales de soldadura deben tener certificados de calidad o certificados con sello rojo.
3. Diagrama de soldadura
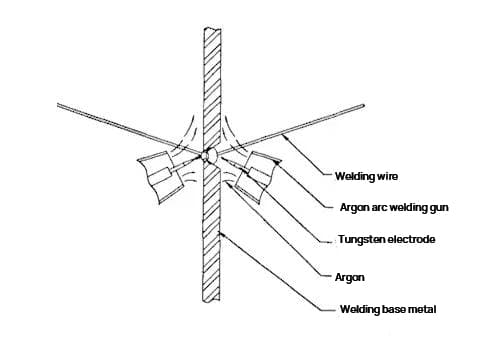

Nota: Este proceso ha sido probado con éxito por empresas relevantes.
4. Cuidado al aplicar este proceso
1)Es importante controlar estrictamente la calidad del procesamiento de la ranura de soldadura y el tamaño del conjunto de soldadura, incluida la holgura y la insuficiencia.
2)La ranura y las piezas afectadas por el calor deben limpiarse y mantenerse secas.
3) El proceso de soldadura en el lado principal de la soldadura es el mismo que la soldadura por arco de argón de un solo lado. El soldador del lado auxiliar debe trabajar en coordinación con el soldador del lado principal y mantener la misma velocidad de soldadura. La velocidad de alimentación del alambre debe ajustarse según la forma del baño de soldadura y la experiencia del soldador para garantizar que la soldadura de la pared interior tenga una apariencia estéticamente agradable (en el lado auxiliar).
4) La especificación de la boquilla magnética de la pistola de soldadura por arco de argón debe seleccionarse razonablemente según el espesor del metal base y el tamaño de la ranura de soldadura. El flujo de argón debe controlarse para garantizar que el baño de soldadura y la zona afectada por el calor estén completamente protegidos.
5) Ambos soldadores deben iniciar y apagar el arco al mismo tiempo. Después de soldar y extinguir, el argón debe proteger el cráter del arco durante 1 a 2 minutos.
6) Las soldaduras de los paneles de pared deben limpiarse mecánicamente antes de realizar la soldadura formal.
5. Ventajas de este proceso
1)La calidad de la soldadura es excelente con un alto índice de calificación en pruebas radiográficas. La soldadura en la pared del tanque también es estéticamente agradable.
2) La deformación de la soldadura es mínima y la soldadura externa en la pared del tanque está bien elaborada.
3)La eficiencia laboral ha mejorado significativamente con el aumento de la fuerza laboral en la misma área de trabajo.
4)Se han reducido los costos de construcción.
Al eliminar la necesidad de soldadura posterior para la protección del relleno de argón, se ahorra argón y mano de obra mediante el ranurado y pulido posterior.
6. Desventajas de este proceso
1) El proceso de soldadura se ha vuelto más desafiante y ahora requiere que los soldadores trabajen en equipo para mantener una velocidad de soldadura constante.
2)Los estándares de alineación de soldadura son estrictos y el espacio libre de alineación de soldadura se monitorea de cerca.







