
Proceso de pulido
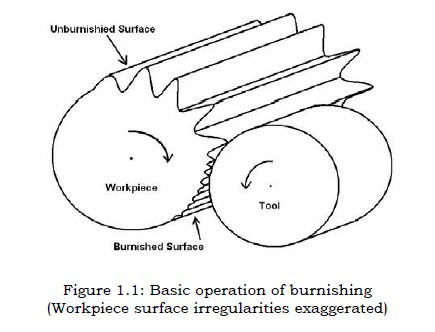
El pulido es un proceso de modificación de la superficie que produce un acabado superficial muy suave mediante la rotación planetaria de una herramienta sobre una superficie perforada o torneada. La herramienta puede consistir en una o más bolas o rodillos. Este proceso no implica retirar material de las piezas. Todas las superficies metálicas mecanizadas o procesadas constan de una serie de picos y valles que constituyen irregularidades de la superficie. La fuerza aplicada por la herramienta de pulido obliga al material de los picos a fluir hacia los valles. Esto reduce la altura de los picos y la profundidad de los valles, reduciendo así la rugosidad de la superficie. Esto se muestra en la figura.
Lea también: ¿Cuál es el proceso de bruñido utilizado para el acabado de superficies?
El pulido es un proceso de superacabado que tiene como objetivo obtener un acabado superficial muy fino y con una apariencia sin grano en los objetos metálicos. Este proceso se utiliza en varias superficies planas, cilíndricas o cónicas. Elimina rayones y marcas de herramientas en la superficie.
Definición de pulido: – La operación de pulido es el proceso de obtención de una superficie lisa y brillante por contacto y fricción de la superficie contra las paredes de herramientas duras. Es una culminación y fortalecimiento del proceso. El pulido es básicamente un proceso de deformación plástica de la superficie en frío.
 conceptos básicos de la operación de pulido
conceptos básicos de la operación de pulidoPrincipio de operación de pulido.
El bruñido es un proceso versátil que mejora el acabado superficial y las dimensiones de piezas torneadas sin el uso de herramientas extensas. Para pulir se puede utilizar un torno convencional, en el que se tornearon las piezas, eliminando así el tiempo y el esfuerzo de volver a montar la pieza. La herramienta utilizada para pulir consta de una o más esferas o rodillos encerrados en una carcasa. Esta herramienta se puede montar en el portaherramientas del torno. Cuando la herramienta entra en contacto con la parte giratoria, la fuerza de fricción hace girar las bolas o rodillos de la herramienta, en un movimiento planetario.
El proceso de pulido se considera un proceso de trabajo en frío porque la superficie de la pieza está sujeta a tensiones severas debido al movimiento planetario entre la herramienta y la pieza y la presión aplicada por la herramienta. Cuando esta tensión excede el límite elástico del material, da como resultado un flujo plástico del material desde los picos de las irregularidades de la superficie hacia los valles, reduciendo así la rugosidad de la superficie. Esto también induce tensiones residuales de compresión térmicamente estables y duraderas.
Tipos de proceso de pulido
El proceso de pulido normalmente se puede clasificar en dos categorías de la siguiente manera:
1) Basado en el elemento de deformación.
a) Pulido de bolas
I. Flexible
ii. Duro
b) Pulido por rodillos
2) Basado en el movimiento de la herramienta, superficie.
a) Normal o común
b) Impacto
c) Vibratorio
3. Clasificación basada en herramientas:
El proceso de bruñido se puede clasificar en términos generales en dos tipos según la geometría de la herramienta. Ellos son
1. Pulido de bolas
2. Pulido con rodillo
Pulido de bolas:
En este tipo de pulido, la herramienta consta de una o más bolas esféricas, apoyadas en la varilla por la presión hidráulica del fluido o resorte y la fuerza reactiva de la pieza. El esquema de pulido de bolas se muestra en la figura. El fluido circula constantemente, a través de una bomba hidráulica, a través de los huecos alrededor de la bola para mantenerla en contacto con la pieza de trabajo. Cuando la herramienta avanza junto con la pieza de trabajo, la bola se presiona contra la pieza de trabajo, lo que da como resultado la operación de pulido. La fuerza de pulido se puede controlar variando la presión hidráulica del fluido. En algunas herramientas de pulido de bolas, el fluido hidráulico será reemplazado por un resorte para controlar el posicionamiento de la bola y la fuerza aplicada a la pieza de trabajo.
 proceso de pulido de bolas
proceso de pulido de bolasPulido con rodillos:
El pulido con rodillos, como su nombre indica, utiliza una herramienta con uno o varios rodillos. En herramientas de varios rodillos, los rodillos están presentes alrededor de la circunferencia de una barra de soporte. La figura muestra el esquema de una operación de pulido con una herramienta de pulido de un solo rodillo. La varilla irá conectada a la máquina, que puede ser un taladro, una fresadora o incluso un torno. Cuando la herramienta entra en contacto con la pieza de trabajo, los rodillos alrededor del vástago también giran, lo que da como resultado el pulido de la pieza de trabajo.
 proceso de pulido con rodillo
proceso de pulido con rodilloVentajas y desventajas del pulido:
Cada proceso de fabricación tiene sus propios méritos y deméritos, que controlan su aplicabilidad en las industrias. El pulido también tiene ventajas y desventajas, que se analizan en esta sección.
Ventajas del proceso de pulido:
1. Tamaño exacto:
Las piezas se pueden producir puliendo con alto control dimensional. Por lo tanto, se pueden lograr tolerancias muy estrechas.
2. Acabado superficial superfino:
Con el pulido es posible el acabado de superficies muy lisas, hasta 0,05 μm Ra. El acabado superficial obtenido es comparable a cualquier otra operación de acabado superficial convencional, como esmerilado, martillado, etc.
3. Mejora las propiedades físicas:
El bruñido produce una superficie dura que es resistente al desgaste y la corrosión debido al laminado en frío. También induce tensiones de compresión que aumentan la vida a fatiga de los componentes que están sujetos a cargas cíclicas.
4. Más económico:
El pulido elimina el esmerilado y el bruñido, que son procesos costosos y que requieren mucho tiempo. El pulido se puede realizar en cualquier torno o taladradora estándar, lo que elimina la inversión inicial. No se requiere mano de obra calificada para este proceso. Cualquier trabajador con experiencia en el manejo de un torno o taladradora puede trabajar en el proceso de pulido.
5. Ahorra tiempo:
No es necesario volver a montar la pieza cargada en un torno, fresadora o taladradora para pulirla. La herramienta anterior se puede sustituir por una herramienta de pulido y el proceso se puede realizar en el mismo montaje. Esto reduce el tiempo del ciclo, lo que aumenta el rendimiento.
6. Configuraciones ajustables:
La mayoría de las herramientas de bruñido disponibles comercialmente tienen ajustes ajustables, lo que aumenta su alcance de trabajo. Esto reduce el costo cuando se produce algún cambio en el diseño del componente.
7. Piezas de desgaste reemplazables:
Piezas de desgaste como rodillos, bolas, rodillos guía, etc. Se pueden reemplazar fácilmente, lo que ayuda a prolongar la vida útil de la herramienta con menores costos de mantenimiento.
8. Mediante el pulido se puede procesar una amplia variedad de geometrías de piezas de trabajo, como superficies planas, cónicas, cilíndricas y de forma libre.
Desventajas del proceso de pulido:
1. El coste inicial de la herramienta de pulido es elevado.
2. No se puede pulir piezas en miniatura.
3. Los componentes con paredes más delgadas y que no tienen suficiente resistencia no se pueden bruñir, ya que las fuerzas aplicadas durante el bruñido son generalmente elevadas.
4. Pulir formas y contornos complejos requiere herramientas dedicadas y trabajadores altamente calificados. Si el diseño o las formas del contorno cambian, se debe diseñar y fabricar un nuevo conjunto de herramientas. Esto aumenta el costo y el tiempo.
Aplicación de pulido:
- Componentes del sistema hidráulico,
- sellos,
- válvulas,
- husillos,
- Filetes en el eje.
- Electrodomésticos
- Industria de motores y bombas
 Tipos de pulido
Tipos de pulidoLas superficies planas, cilíndricas o cónicas (interiores y exteriores) se pulen con rodillos de acero templado o de carburo cementado o con bolas de acero montadas sobre un soporte, fig. Los filetes y ranuras se pulen mediante rodillos redondeados en un radio, Fig. El bruñido de orificios se realiza con herramientas de rodillos múltiples en taladros de columna, tornos de torreta, taladros horizontales, máquinas unificadas y tornos automáticos.
Diferencia entre pulido y brochado.
Sr. No. Brochado Pulido 1. El brochado es un proceso de acabado que consiste en retirar material utilizando una herramienta de brochado multipunto. Es un proceso de superacabado, en el que se produce una superficie lisa de espejo/esmalte, utilizando una herramienta tipo bola o rodillo. 2. Es un proceso de mecanizado, es un proceso de fricción sin eliminación de metal. Las herramientas tienen dientes pequeños y múltiples. Los rodillos/bolas lisos actúan como herramienta4. Se requiere fuerza de tracción o empuje para eliminar el material. tapas, bloques de cilindros, bielas, etc. Los componentes de pulido son: levas y seguidores, piezas de motor mate, componentes estéticos, etc.







