
Endurecimiento superficial o cementación:
El proceso mediante el cual se puede endurecer la superficie de un objeto o pieza y dejar el interior como está se llama proceso de endurecimiento superficial o cementación. En muchas aplicaciones de ingeniería, se requiere que el acero utilizado tenga una superficie dura para que pueda resistir el desgaste. Al mismo tiempo, debe tener un interior blando y resistente para que el acero sea capaz de absorber posibles golpes, impactos, etc. Esto sólo es posible cuando la superficie es dura mientras que el resto o el interior del metal permanece blando y dúctil. Este tipo de tratamiento se denomina endurecimiento superficial o endurecimiento superficial y se aplica a engranajes, rodamientos de bolas, ruedas de ferrocarril, etc.
Ver también: Introducción al tratamiento térmico y objetivos de los tratamientos térmicos.
Proceso de carburación:
El proceso de inducir carbono adicional en aceros con bajo contenido de carbono para darles una superficie dura se conoce como carburación. La superficie sólo se endurece hasta una cierta profundidad utilizando cualquiera de los siguientes elementos:
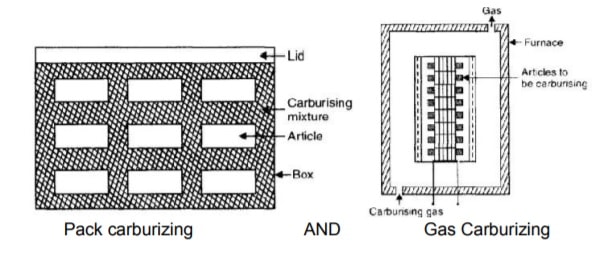 pack de carburación y carburación con gas
pack de carburación y carburación con gasi) Cementación en bloque o sólida:
El artículo que se va a cementar se coloca en una caja de cementación y se rodea de materiales carbonosos sólidos, generalmente una mezcla de carbón, cuero, cuerno y carbonato de bario como catalizador. Las cajas se sellan con arcilla para excluir el aire y se colocan en un horno donde se calientan a una temperatura entre 900 y 950°C durante varios días, dependiendo del grado de acción carburante deseada. De esta manera, el carbono del compuesto cementante penetra o se difunde en la superficie del acero caliente. Después de la cementación, el acero se recalienta a una temperatura justo por encima de su punto crítico, seguido de un enfriamiento en agua, salmuera o aceite. Esto reafirma la piel y al mismo tiempo afina el núcleo. Este acero también recibe un segundo tratamiento térmico a un rango de temperatura más bajo, es decir, 750-770 °C, para mejorar la ductilidad y la resistencia al impacto del núcleo y la carcasa.
ii) Carburación Líquida:
Los artículos que se van a carburar se calientan en un recipiente lleno de una sal fundida, como carbonato de sodio. Si sólo se seleccionan partes seleccionadas de los componentes
carburado, luego las porciones restantes se cubren con un revestimiento de cobre.
Beneficios:
(a) Poca deformación del artículo.
(b) Proceso de ahorro de tiempo.
(c) La mayor profundidad de penetración posible.
(d) La carburación selectiva es posible si es necesario.
(e) Facilidad de cementar una gama más amplia de productos.
(f) Calentamiento uniforme
(g) Las piezas salen del baño con un acabado limpio y brillante. No hay incrustaciones como en el endurecimiento del paquete.
iii) Carburación de gas:
En la cementación con gas, el artículo se calienta y se rodea con un gas hidrocarburo (como metano, etano, monóxido de carbono, etc.) en el horno.







