
Con los rápidos avances en la ciencia, la tecnología y el sector industrial modernos, los componentes tubulares desempeñan un papel cada vez más crucial en diversos sectores, incluida la maquinaria de construcción, el transporte, la maquinaria agrícola, los electrodomésticos de cocina y el fitness.
Al mismo tiempo, la aparición y el rápido desarrollo de las máquinas cortadoras de tubos por láser CNC han acentuado los beneficios del corte de tubos por láser.
El corte por láser, con sus atributos únicos de ancho de corte estrecho, efectos térmicos mínimos, velocidades de corte rápidas, cortes perfectos, excelente flexibilidad y sin restricciones aparentes en la forma, tipo o espesor del tubo a cortar, destaca en comparación con el tradicional. cortar. Métodos de procesamiento de tubos.

La tecnología de corte de tubos por láser mejora la calidad del corte, garantiza la eficiencia del procesamiento, simplifica el flujo de trabajo y aumenta significativamente los beneficios económicos para una gran cantidad de usuarios de corte de tubos por láser.
Sin embargo, el corte de tubos por láser es un proceso complejo en el que varios factores influyen en el resultado del corte. Es vital analizar los problemas que surgen durante el proceso y desarrollar métodos para resolverlos.
Cortes incompletos o toscos
Básicamente, existen cuatro razones para que los cortes sean incompletos o toscos durante el proceso de corte por láser:
1. Cortar a velocidades excesivas
Especialmente cuando se trabaja con tubos especiales o gruesos como perfiles o tubos de forma irregular.
Cuando el cabezal de corte llega a una esquina, donde el espesor aumenta, cortar demasiado rápido puede provocar cortes incompletos o irregulares, como se muestra en la Figura 1.
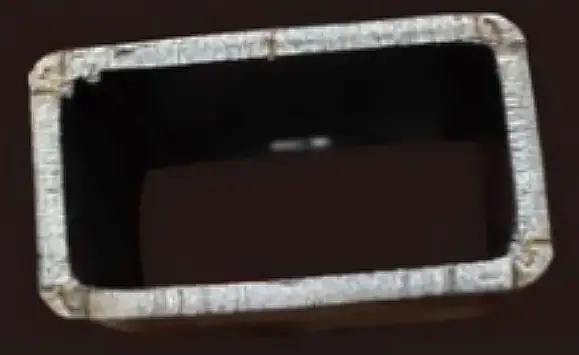
En estos escenarios, es una práctica común reducir la velocidad de corte en las esquinas y aumentar la presión del gas auxiliar.
2. Longitud focal del cabezal de corte mal ajustada o trayectoria del láser mal alineada.
La distancia focal puede afectar significativamente la calidad del corte del tubo.
Las configuraciones focales predeterminadas del cabezal de corte incluyen enfoque negativo, cero y positivo.
El enfoque positivo es adecuado para el corte con oxígeno de acero al carbono, el enfoque cero es adecuado para cortar láminas delgadas y el enfoque negativo es ideal para materiales como acero inoxidable, acero al carbono galvanizado, aluminio, cobre, etc., que requieren corte con oxígeno. aire.
Por tanto, es fundamental elegir la posición focal correcta para los distintos tubos. Una trayectoria láser mal alineada también afecta significativamente al corte de tubos.
Por lo tanto, durante los cortes de prueba, es vital ajustar continuamente la posición del haz para obtener un punto perfectamente circular en el material de prueba.
Lentes protectoras contaminadas, como se muestra en la Figura 2.
3. La lente protectora del cabezal de corte y la lente de enfoque están contaminadas y la fuente de agua para el sistema de enfriamiento está sucia.
Aunque el procedimiento de corte normal enfría y elimina continuamente la escoria con el gas auxiliar, las lentes protectoras y de enfoque pueden contaminarse fácilmente debido a las altas temperaturas durante el corte. Si estas lentes están contaminadas, se pueden producir cortes incompletos o cortes fallidos del tubo.
Además, el uso de agua impura en el sistema de corte por láser, en el mejor de los casos, puede afectar su eficiencia de enfriamiento, provocando la obstrucción de los canales de agua del cabezal de corte y el generador, lo que afecta la calidad del corte de la tubería.
En el peor de los casos, podría dañar el generador y el cabezal de corte, lo que provocaría importantes pérdidas económicas.
Por ello, es imprescindible utilizar agua purificada, preferiblemente destilada, para evitar atascos y problemas de refrigeración.
4. Potencia de salida del láser excesiva o selección inadecuada de la boquilla para el cabezal de corte.
Al cortar con láser tubos simétricos, como tubos redondos o cuadrados, el exceso de potencia puede provocar bordes fusionados.
Estos residuos fundidos pueden acumularse en el lado interior de la cara opuesta, aumentando efectivamente el espesor. Esta acumulación puede obstruir pasadas de corte posteriores, dificultando un corte completo y dejando un acabado rugoso.
Por lo tanto, es esencial realizar pruebas preliminares de perforación y corte de prueba para determinar la potencia de salida óptima del láser y la presión del gas auxiliar.
La selección de la boquilla también afecta la calidad del corte.
Normalmente, las configuraciones de boquilla doble son adecuadas para cortes precisos de ranuras en tuberías, utilizadas principalmente para cortes de tuberías delgadas, rápidas y de alta precisión, mientras que las configuraciones de boquilla única son adecuadas para tuberías de materiales más gruesos y variados, con requisitos menos precisos.
Los cortes de prueba lo ayudan a elegir la boquilla adecuada para su tubería, lo que garantiza la calidad y eficiencia generales del corte.
Desalineación de los puntos inicial y final o discrepancias en el patrón de corte.
Configuración de parámetros inexacta para los ejes de la máquina.
Generalmente, un cortador de tubos láser comprende ejes de control como el accionamiento de piñón y cremallera del eje X, el accionamiento de tornillo de avance del eje Y, el cabezal de corte del eje Z y el mandril de alimentación giratorio del eje W.
Si parámetros como el diámetro del círculo primitivo del engranaje, el paso del husillo o las relaciones de transmisión se configuran incorrectamente, afectará profundamente el resultado final del corte. Algunos errores pueden incluso afectar al buen funcionamiento de la máquina.
Antes de operar la máquina, es fundamental asegurarse de que los parámetros de los ejes estén correctamente configurados.
Desalineación de los ejes X e Y o ejes Z y X.
Si los ejes X e Y no son perpendiculares, los patrones circulares cortados en la superficie de la tubería pueden distorsionarse, como se muestra en la Figura 4.

Un patrón cuadrado puede convertirse en un paralelogramo. Si los ejes Z y X no están alineados, la trayectoria del cabezal de corte se desvía, lo que provoca discrepancias entre las trayectorias de corte simuladas y reales, lo que provoca una desalineación entre los puntos inicial y final, como se ve en la Figura 5.

Esta desalineación es una de las razones de los cortes de tuberías incompletos. Si surgen tales problemas, es necesaria una calibración inmediata con un micrómetro, además de verificar si hay pernos flojos o desgaste en las cremalleras, los tornillos de avance o los engranajes.
Para concluir
El corte de tubos por láser ha ganado una posición importante en la industria del corte por láser.
Especialmente a medida que los cortadores de tubos láser han evolucionado a través de fases manuales, semiautomáticas y totalmente automáticas, cada vez más personas reconocen su potencial en la producción y el procesamiento.
Esta creciente confianza subraya la necesidad de identificar y resolver diversos desafíos encontrados durante el corte de tubos por láser, perfeccionar continuamente los sistemas y técnicas de corte y promover el desarrollo de corte de tubos por láser de alta velocidad, precisión, automatizado, flexible y multifuncional. Esto es fundamental para el rápido avance de toda la industria del corte por láser.







