
FIGURA 1 Ejemplos de piezas de chapa.
(a) Piezas estampadas.
b) Piezas producidas por hilatura.

TABLA 1 Características Generales de los Procesos de Conformación de Chapa (en orden alfabético)
| Proceso de entrenamiento | Características |
|---|---|
| Diseño | Piezas poco profundas o profundas con formas relativamente simples, altas tasas de producción, altos costos de herramientas y equipos. |
| Explosivo | Hojas grandes con formas relativamente simples, bajos costos de herramientas pero altos costos de mano de obra, baja cantidad de producción, tiempos de ciclo largos |
| incremental | Formas simples a moderadamente complejas con buen acabado superficial; bajas tasas de producción, pero sin necesidad de herramientas dedicadas; materiales limitados |
| Pulso magnético | Las operaciones de formación, abombamiento y estampado de superficies en láminas de resistencia relativamente baja requieren herramientas especiales. |
| Boca | Contornos de superficie en láminas grandes, flexibilidad de operación, costos de equipo generalmente altos, proceso utilizado también para enderezar piezas moldeadas. |
| Rodar | Piezas largas con secciones transversales simples o complejas constantes, buen acabado superficial, altas tasas de producción, altos costos de herramientas |
| Goma | Dibujo y estampado de formas simples o relativamente complejas, superficie de la lámina protegida por membranas de caucho, flexibilidad de operación, bajos costos de herramientas. |
| Alambrado | Piezas axisimétricas pequeñas o grandes; buen acabado superficial; Bajos costos de herramientas, pero los costos de mano de obra pueden ser altos a menos que las operaciones estén automatizadas. |
| Estampado | Incluye una amplia variedad de operaciones como punzonado, estampado, gofrado, doblado, bridado y acuñado; formas simples o complejas formadas a altas tasas de producción; Los costos de herramientas y equipos pueden ser altos, pero los costos laborales son bajos. |
| Estirar | Piezas grandes con contornos poco profundos, baja cantidad de producción, altos costos de mano de obra, costos de herramientas y equipos aumentan con el tamaño de la pieza. |
| Superplástico | Formas complejas, detalles finos y tolerancias dimensionales estrechas, tiempos de formación prolongados (por lo que las tasas de producción son bajas), piezas no aptas para su uso a altas temperaturas. |
FIGURA 2
(a) Ilustración esquemática del corte por punzón y matriz, que indica algunas variables del proceso.
Rasgos característicos de
(b) un agujero perforado y
(c) la bala.
(Tenga en cuenta que las escalas de (b) y (c) son diferentes.)

FIGURA 3
(a) Efecto de la holgura, c, entre el punzón y la matriz en la zona de deformación por corte. A medida que aumenta la separación, el material tiende a ser arrastrado hacia el interior de la matriz en lugar de ser cortado. En la práctica, las holguras varían generalmente entre el 2 y el 10% del espesor de la chapa.
(b) Contornos de microdureza (HV) para un acero AISI 1020 laminado en caliente de 6,4 mm (0,25 pulg.) de espesor en la región de corte.

FIGURA 4
(a) Perforación (perforación) y supresión.
(b) Ejemplos de diversas operaciones de troquelado en chapa.
Lancetar implica cortar la hoja para formar un colgajo.

FIGURA 5
(a) Comparación de bordes cortados producidos por técnicas convencionales (izquierda) y de corte fino (derecha).
(b) Ilustración esquemática de una configuración para supresión fina.

FIGURA 6 Corte con cuchillas giratorias.
Este proceso es similar a abrir latas.

FIGURA 7 Un ejemplo de espacios en blanco soldados por Taylor
Fabricación de un panel lateral exterior de la carrocería de un automóvil mediante soldadura y estampación láser.

FIGURA 8 Ejemplos de componentes de carrocería de automóvil estampados y soldados con láser.

FIGURA E 9
Ilustraciones esquemáticas del proceso de afeitado.
(a) Afeite un borde cortado.
(b) Corte y afeitado combinados en una sola pasada.

FIGURA 10 Ejemplos del uso de ángulos de corte en punzones y matrices.

FIGURA E 11 Ilustraciones esquemáticas
(a) antes y (b) después de desafilar una arandela común en una matriz compuesta.
Tenga en cuenta los movimientos separados del troquel (para estampar) y del punzón (para hacer el agujero en la arandela).
(c) Ilustración esquemática de la fabricación de una arandela en un troquel progresivo.
(d) Formación de la parte superior de una lata de aerosol en una matriz progresiva.
Tenga en cuenta que la pieza se fija a la tira hasta completar la última operación.

TABLA 2 Características importantes del metal para operaciones de conformado de chapa
| Característica | Importancia |
|---|---|
| Extensión | Determina la capacidad de la chapa para estirarse sin estrangulamiento ni falla; Son deseables un alto exponente de endurecimiento por deformación (n) y un exponente de sensibilidad a la velocidad de deformación (m). |
| Alargamiento del punto de fluencia | Generalmente se ve con láminas de acero dulce (también llamadas tiras Luder o tensiones de camilla); da como resultado depresiones en la superficie de la lámina; Se puede eliminar mediante laminado templado, pero la hoja debe formarse dentro de un cierto tiempo después del laminado. |
| Anisotropía (planar) | Muestra un comportamiento diferente en diferentes direcciones planas, presente en láminas laminadas en frío debido a la orientación preferencial o a la fibra mecánica, causa orejas en la embutición profunda, puede reducirse o eliminarse mediante recocido, pero con resistencia reducida. |
| Anisotropía (normal) | Determina el comportamiento de adelgazamiento de las láminas de metal durante el estiramiento, importante en la embutición profunda. |
| Tamaño de grano | Determina la rugosidad de la superficie de láminas estiradas; cuanto más grueso es el grano, más áspera es la apariencia (como la piel de una naranja); También afecta la resistencia y ductilidad del material. |
| Tensiones residuales | Generalmente causado por una deformación no uniforme durante el conformado, produce una distorsión de la pieza cuando se secciona, puede provocar grietas por corrosión bajo tensión, que se reducen o eliminan mediante el alivio de tensiones. |
| primavera de nuevo | Debido a la recuperación elástica de la lámina plásticamente deformada después de la descarga, se produce una distorsión de la pieza y una pérdida de precisión dimensional, que puede controlarse mediante técnicas como el doblado excesivo y el asentamiento del punzón. |
| Arrugas | Provocado por tensiones de compresión en el plano de la lámina; puede ser cuestionable; dependiendo de su extensión, puede resultar útil para dar rigidez a las piezas, aumentando su módulo de sección; Puede controlarse mediante un diseño adecuado de herramientas y troqueles. |
| Calidad de los bordes cortados | Depende del proceso utilizado; los bordes pueden ser rugosos, no cuadrados, y contener grietas, tensiones residuales y una capa endurecida, que van en detrimento de la conformabilidad de la lámina; La calidad de los bordes se puede mejorar mediante cortes finos, reducción de holguras, raspado y mejoras en el diseño y la lubricación de herramientas y matrices. |
| Condición de la superficie de la hoja. | Depende de la práctica de laminación de láminas; Importante en la formación de láminas, ya que puede provocar desgarros y mala calidad superficial. |
FIGURA 12
(a) Alargamiento del límite elástico en una muestra de chapa.
(b) Bandas de Lüder sobre chapa de acero con bajo contenido de carbono.
(c) Deformaciones por estiramiento en el fondo de una lata de acero para productos domésticos.

FIGURA 13
(a) Una prueba de ventosas (prueba de Erichsen) para determinar la formabilidad de la chapa.
(b) Resultados de pruebas de abombamiento en láminas de acero de varios anchos. La muestra más a la izquierda está básicamente sometida a tensión simple. La muestra más a la derecha se somete a un estiramiento biaxial igual.

FIGURA 14
(a) Deformaciones en patrones de cuadrícula circular deformados.
(b) Formación de diagramas de límites (FLD) para diversas láminas de metal. Aunque la deformación mayor siempre es positiva (alargamiento), la deformación menor puede ser positiva o negativa. R es la anisotropía normal de la hoja, como se describe en la Sección 4.

FIGURA E 15
La deformación del patrón de rejilla y el desgarro de la chapa durante el conformado. Los ejes mayor y menor de los círculos se utilizan para determinar las coordenadas en el diagrama de límites de la formación en la Fig. 14b.

FIGURA 16
Terminología de inflexión. Tenga en cuenta que el radio de curvatura se mide hasta la superficie interior de la pieza doblada.

FIGURA 17
(a) y (b) El efecto de las inclusiones alargadas (largueros) sobre el agrietamiento en función de la dirección de flexión en relación con la dirección de laminado original de la lámina.
(c) Grietas en la superficie exterior de una tira de aluminio doblada en un ángulo de 90°. Obsérvese también el estrechamiento de la superficie superior en la zona de curvatura (debido al efecto Poisson).

TABLA 3 Radio de curvatura mínimo para varios metales a temperatura ambiente
| Material | Enfermedad | |
| Suave | Duro | |
| aleaciones de aluminio | 0 | 6T |
| Cobre de berilio | 0 | 4T |
| Latón (bajo contenido de plomo) | 0 | 2T |
| Magnesio | 5T | 13T |
| Acero inoxidable austenitico | 0.5T | 6T |
| Bajo en carbono, baja aleación y HSLA | 0.5T | 4T |
| Titanio | 0.7T | 3T |
| Aleaciones de titanio | 2,6T | 4T |
FIGURA 18
Relación entre R/T y reducción de área de tracción para chapa. Tenga en cuenta que una lámina de metal con una reducción del área de tracción del 50 % se puede plegar sobre sí misma en un proceso similar al de doblar una hoja de papel sin agrietarse.

FIGURA E 19
Springback en flexión. La pieza tiende a recuperarse elásticamente después de doblarse y su radio de curvatura aumenta. Bajo ciertas condiciones, es posible que el ángulo de flexión final sea menor que el ángulo original (recuperación elástica negativa).

FIGURA 20 Métodos para reducir o eliminar la recuperación elástica en operaciones de flexión.

FIGURA 21
Operaciones de doblado comunes que muestran la dimensión de apertura de la matriz, C , utilizadas para calcular las fuerzas de doblado.

FIGURA E 22 Ejemplos de diversas operaciones de doblado.

FIGURA 23 (a) a (e) Ilustraciones esquemáticas de varias operaciones de doblado en una plegadora. (f) Ilustración esquemática de una plegadora.

FIGURA 24 (a) Formación de cuentas con una sola matriz. (b) a (d) Formación de cordones con dos matrices en una prensa plegadora.

FIGURA E 25 Varias operaciones de bridado.
(a) Bridas de placa plana.
(b) Ondas.
(c) Perforar chapa metálica para formar una brida. En esta operación, no es necesario perforar previamente un agujero antes de que descienda el punzón. Tenga en cuenta, sin embargo, las crestas a lo largo de la circunferencia de la brida.
(d) El bridado de una tubería.
Tenga en cuenta el adelgazamiento de los bordes de las bridas.

FIGURA E 26
(a) Ilustración esquemática del proceso de registro.
(b) Ejemplos de secciones transversales perfiladas.

FIGURA 27 Métodos de doblado de tuberías.
A menudo se necesitan mandriles internos o tubos de llenado con materiales particulados, como arena, para evitar que los tubos colapsen durante el doblado.
Los tubos también se pueden doblar mediante una técnica en la que se coloca un resorte de tensión helicoidal rígido sobre el tubo. El espacio entre el diámetro exterior del tubo y el diámetro interior del resorte es pequeño; por tanto, el tubo no puede doblarse y la curvatura es uniforme.

FIGURA 28
(a) El abombamiento de una pieza tubular con un tapón flexible. Con este método se pueden fabricar jarras de agua.
b) Producción de accesorios sanitarios mediante expansión de piezas tubulares bajo presión interna. Luego se perfora la parte inferior de la pieza para producir una "T".

FIGURA 29 Ilustración esquemática de un proceso de conformación por estiramiento. Con este método se pueden fabricar revestimientos de aluminio para aviones.

FIGURA 30 Los procesos de formación de metales involucrados en la fabricación de una lata de bebida de aluminio de dos piezas.

FIGURA E 31
(a) Ilustración esquemática del proceso de embutición profunda en una pieza circular de chapa metálica. El anillo de extracción facilita la extracción de la copa formada del punzón.
(b) Variables del proceso en embutición profunda. Excepto la fuerza del punzón, F todos los parámetros indicados en la figura son variables independientes.

FIGURA E 32
Deformaciones en una probeta de tracción extraída de una pieza de chapa. Estas deformaciones se utilizan para determinar la anisotropía normal y plana de la chapa.

TABLA 4 Rangos típicos de anisotropía normal promedio, R promedio para diversas láminas de metal
| Aleaciones de zinc | 0,4-0,6 |
|---|---|
| Acero laminado en caliente | 0,8-1,0 |
| Acero laminado en frío con bordes. | 1.0-1.4 |
| Acero laminado en frío y templado con aluminio. | 1.4-1.8 |
| aleaciones de aluminio | 0,6-0,8 |
| Cobre y latón | 0,6-0,9 |
| Aleaciones de titanio (α) | 3.0-5.0 |
| Aceros inoxidables | 0,9-1,2 |
| Aceros de alta resistencia y baja aleación. | 0,9-1,2 |
FIGURA 33
La relación entre la anisotropía normal promedio y la tasa de estiramiento límite para varias láminas de metal.
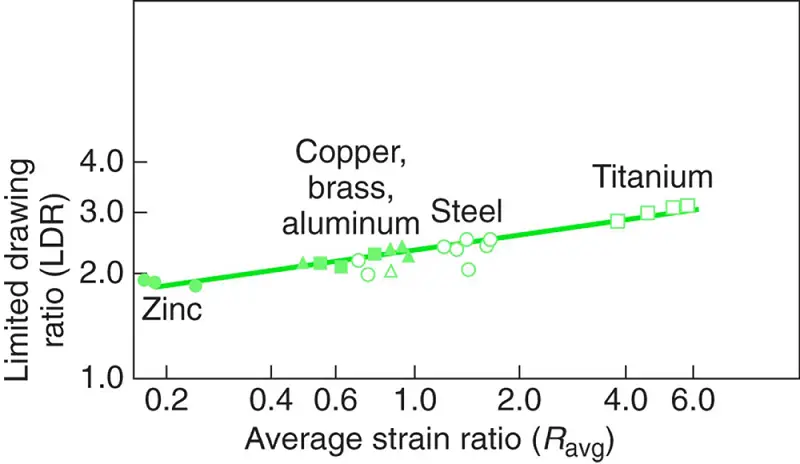
FIGURA E 34
Pendiente realizado en copa de acero trefilado, provocada por la anisotropía plana de la chapa.

FIGURA 35
(a) Ilustración esquemática de una cadena de dibujo.
(b) Flujo de metal durante el diseño de una pieza en forma de caja mientras se utilizan esferas para controlar el movimiento del material.
(c) Deformación de rejillas circulares en el ala en embutición profunda.

FIGURA E 36
Una operación de escritura con dos matrices. Con este proceso se pueden producir letras, números y diseños en piezas de chapa.

FIGURA E 37
(a) Latas de bebidas de aluminio. Nótese el excelente acabado superficial.
(b) Detalle de la tapa de la lata, que muestra el remache integral y los bordes marcados para el pop-top.

FIGURA 38
Ejemplos de plegado y estampación de chapa con punzón metálico y con una almohadilla flexible que actúa como matriz hembra.

FIGURA 39
El proceso de hidroformado (o formación de fluidos). Tenga en cuenta que, a diferencia del proceso común de embutición profunda, la presión en la cúpula fuerza las paredes de la copa contra el punzón. La copa viene con el ponche; de esta manera, se mejora la capacidad de embutición profunda.

FIGURA 40
(a) Ilustración esquemática del proceso de hidroformado del tubo.
(b) Ejemplo de piezas de tubos hidroformados. Los componentes estructurales y de escape de automóviles, cuadros de bicicletas y accesorios hidráulicos y neumáticos se producen mediante hidroformado de tubos.

FIGURA E 41
Cierre de radiador automotriz hidroformado.

FIGURA 42
Secuencia de operaciones en la producción de un componente tubular hidroformado:
(1) tubería cortada a medida;
(2) después de la flexión;
(3) después del hidroformado.

FIGURA 43
Ilustración esquemática de la expansión de un tubo hasta una sección transversal deseada mediante (a) hidroformado convencional y (b) hidroformado por secuencia de presión.

FIGURA E 44
Vista de la prensa de hidroformado de tubos, con el tubo doblado colocado en el troquel de conformado.

FIGURA 45
(a) Ilustración esquemática del proceso de hilado convencional.
(b) Tipos de piezas hiladas convencionalmente. Todas las partes son axisimétricas.

FIGURA E 4 6
(a) Ilustración esquemática del proceso de corte para fabricar piezas cónicas. Al mandril se le puede dar forma para que se puedan girar piezas curvilíneas. (b) y (c) Ilustraciones esquemáticas del proceso de hilado de tubos.

FIGURA 47
(a) Ilustración de una operación de conformado incremental. Tenga en cuenta que no se utiliza ningún mandril y que la forma final de la pieza depende de la trayectoria de la herramienta giratoria.
(b) Un reflector de faro de automóvil producido mediante conformado incremental CNC. Tenga en cuenta que no es necesario que la pieza sea simétrica.

FIGURA 48
Tipos de estructuras realizadas mediante conformación superplástica y unión por difusión de láminas metálicas. Estas estructuras tienen una alta relación rigidez-peso.

FIGURA 49
(a) Ilustración esquemática del proceso de formación explosiva.
(b) Ilustración del método confinado de abombamiento de tuberías explosivas.

FIGURA 50
(a) Ilustración esquemática del proceso de formación de pulso magnético utilizado para formar un tubo sobre un tapón.
(b) Tubo de aluminio colapsado sobre un tapón hexagonal mediante el proceso de formación de pulso magnético.

FIGURA 51
a) Una selección de platos comunes.
(b) Vista detallada de diferentes texturas superficiales y acabados de placas.

FIGURA E 52
Secuencia de fabricación para la producción de planchas.

FIGURA 53
Martillar platos.
a) Martillado automatizado en una máquina martilleadora;
(b) martilleo manual de platillos.

FIGURA 54
Métodos para fabricar estructuras alveolares:
(a) proceso de expansión;
(b) proceso de rizado;
(c) ensamblar una estructura alveolar en un laminado.

FIGURA E 55
Agrupación eficiente de piezas para un uso óptimo del material en el corte.

FIGURA 56
Control de desgarro y pandeo de una brida en curvatura en ángulo recto.

FIGURA E 57
Aplicación de muescas para evitar desgarros y arrugas en operaciones de plegado en ángulo recto.

FIGURA E 58
Concentraciones de tensiones cerca de las curvas.
(a) Uso de una media luna o una oreja para un agujero cerca de una curva.
(b) Reducir la gravedad de la pestaña en la brida.

FIGURA E 59
Aplicar (a) rayado o (b) relieve para obtener un radio interior afilado en el pliegue. A menos que se diseñen adecuadamente, estas características pueden provocar fracturas.

FIGURA 60
(a) a (f) Ilustraciones esquemáticas de tipos de estructuras de prensa para operaciones de conformado de chapa metálica. Cada tipo tiene sus propias características de rigidez, capacidad y accesibilidad.
(g) Una prensa de estampado grande.

FIGURA 61
Comparativa de costes para la fabricación de un contenedor de chapa redonda mediante hilatura convencional o embutición profunda.
Tenga en cuenta que para cantidades pequeñas, el hilado es más económico.

PD: acabamos de preparar para ti la versión PDF del proceso de conformado de chapa, puedes descargarla aquí.







